 2015-08-13
2015-08-13 1600
1600Автоматизация прессовых агрегатов. При этом решают две задачи автоматизацию цикла; автоматическое регулирование технологических параметров. Автоматизация циклов работы прессов для горячего прессования различных изделий (древесных плит, фанеры, гнутых изделий и т. д.) имеет одинаковое принципиальное построение. Управление ими связано с автоматической координацией операций в циклическом процессе. На первой стадии автоматическое устройство определяет момент начала загрузки пресса, запускает транспортирующее устройство, подающие плиты. На второй стадии идет выполнение технологических режимов смыкания плит пресса, выдержка под давлением по определенному графику. На третьей стадии после окончания процесса автоматические устройства включают транспортные механизмы и происходит выгрузка готового материала (плит и т. д.).
Автоматическое регулирование технологических процессов и обеспечение режимов выполняются в основном локальными системами: программирования и стабилизации давления по участкам, стабилизации температурного режима и времени выдержки под давлением изделия.
Наиболее перспективны системы управления прессовыми установками с использованием ЭВМ. На рис. 182 представлена схема управления прессовым агрегатом с обогревом плит горячей водой от аккумулятора сиспользованием миниЭВМ в системе АСУ ТП.
Управление может быть реализовано с использованием микро-или миниЭВМ.
Применение ЭВМ позволяет оптимизировать режим прессования по фактической информации о полуфабрикатах, поступающих на обработку.
Управление циклом работы непрерывных прессовых установок и их технологическими режимами принципиально не имеет отличий.
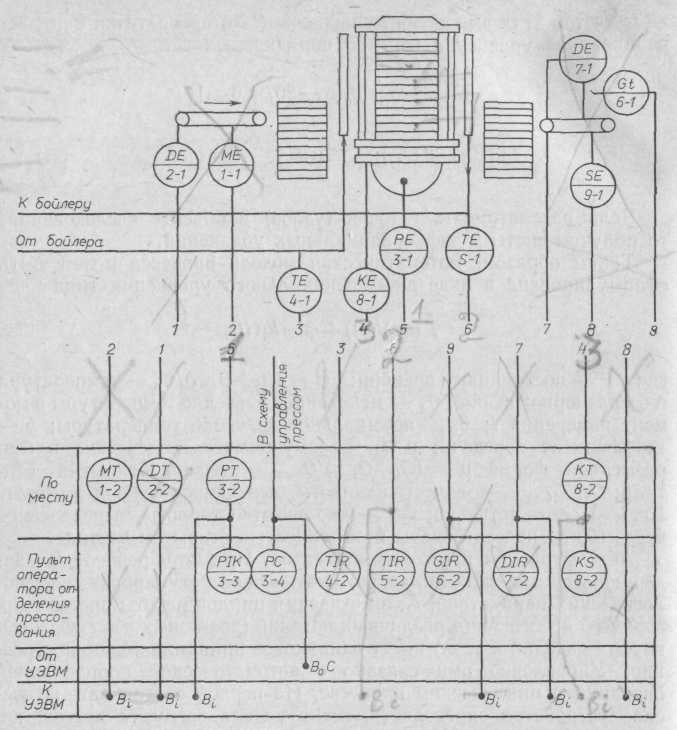
Рис. 182. Функциональная схема контроля и регулирования прессовой установки








