 2015-08-21
2015-08-21 5413
5413При обработке деталей на кругло- и торцекруглошлифовальных станках заготовки устанавливают в центрах, цанге, патроне или специальном приспособлении.
Заготовке сообщается вращение с окружной скоростью 10...50 м/мин, а окружная скорость шлифовального круга (скорость резания) около 30 м/с. При использовании более прочных кругов скорость резания устанавливается до 60 м/сек (скоростное шлифование).
Режимы обработки (продольная подача, глубина резания) выбираются в зависимости от
способа шлифования,
обрабатываемого материала,
состояния обрабатываемой поверхности (закаленная, незакаленная),
жесткости детали
и других факторов.
Различают два способа круглого шлифования:
с продольной подачей (на проход)
и с поперечной подачей (врезное).
Схемы обработки – рис. 35.
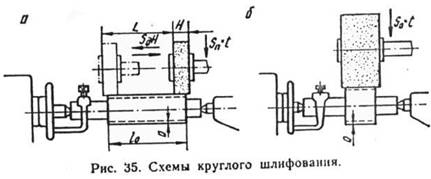
Шлифование с продольной подачей (рис. 35а) применяют при обработке цилиндрических заготовок значительной длины. При шлифовании с продольной подачей обрабатываемая деталь совершает продольные движения попеременно в обе стороны
. Продольная подача назначается в зависимости от вида шлифования, а именно: при предварительном шлифовании 0,5...0,8, а при чистовом (окончательном) 0,2...0,5 высоты круга на оборот детали, т. е.
Sпр = Sд * В кр, мм/об.дет., где
Sд - продольная подача стола (заготовки) в долях высоты круга на один оборот детали;
- Вкр - высота шлифовального круга, мм.
Поперечная подача шлифовального круга осуществляется по окончании каждого хода или двойного хода стола и составляет 0,005...0,02 мм (глубина резания).
В конце обработки последние продольные проходы выполняют без поперечной подачи (процесс выхаживания).
Основное время при шлифовании с продольной подачей определяется по формуле:
где:
- длина хода стола, мм;
- припуск на сторону, мм;
- частота вращения детали, об/мин;
- продольная подача в мм на один оборот детали;
- поперечная подача круга на один проход (двойной ход стола), равна глубине резания, мм;
- коэффициент, учитывающий точность шлифования(например: для точности размера δ=0,1...0,15, k=1,1; для точности размера δ=0,02...0,03, k=1,7);
Длина хода стола определяется по формуле:
- при шлифовании на проход
- при шлифовании в упор
, где
- длина шлифуемой поверхности, мм.
При шлифовании с поперечной подачей (рис. 35б) обрабатывается сразу вся поверхность детали. Высота круга в этом случае должна быть несколько больше длины обрабатываемой поверхности детали.
Шлифовальный круг имеет только поперечную подачу по направлению к детали. Преимуществом данного метода обработки является большая производительность и простота наладки, однако этот метод уступает продольному шлифованию по достигаемому качеству поверхности. Врезное шлифование широко применяют в массовом и крупносерийном производствах.
Радиальная (поперечная) подача при окончательном шлифовании S = 0,001...0,005 мм/об.
Основное время при шлифовании методом врезания
В настоящее время, с целью повышения производительности процесса шлифования, стали широко применяться круглошлифовальные станки с двумя, тремя и более шлифовальными кругами (рис.58).

При необходимости шлифования уступа и прилегающей узкой шейки ступенчатого вала применяют станки с поворотной шлифовальной бабкой. Угол поворота зависит от снимаемого припуска с торца и диаметра шейки вала и размера торца и может устанавливаться от 8 до 45 градусов, чаще – 25 градусов. Такие станки называются торцекруглошлифовальными (рис.36).

Одновременное шлифование нескольких поверхностей методом врезания может быть осуществлено фасонным кругом (рис. 37).
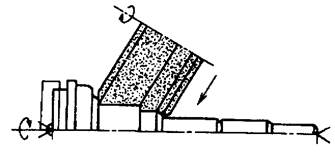
Рис. 37. Схема шлифования поверхностей фасонным кругом
Разновидностью шлифования валов с продольной подачей является глубинное шлифование, которое характеризуется большой глубиной резания (0,1...0,3 мм) и малой скоростью резания.
При данном способе шлифования погрешности формы исходной заготовки и колебания припуска в меньшей мере сказываются на точности обработки по сравнению с обычным шлифованием.
Поэтому глубинное шлифование применяют для обработки заготовок без предварительной лезвийной обработки и, как правило, снимают припуск за один рабочий ход. Производительность труда повышается в 1,2–1,3 раза по сравнению с продольным шлифованием.
Контроль размеров при обработке на шлифовальных станках производится как с остановкой станка, так и в процессе работы. В последнем случае широкое применение получили механические, электроконтактные, электро-индуктивные, пневматические, электропневматические, фотоэлектрические и другие устройства. Наибольший эффект имеет применение активного контроля, когда датчики дают команду на отключение станка при достижении определенного размера.

