 2015-08-21
2015-08-21 1565
1565реализовывается в виде динамического наклепа, используя центробежную силу шариков (роликов), свободно сидящих в радиальных отверстиях быстровращающегося диска.
Схема центробежной обработки поверхности шариками показана на рис. 61.
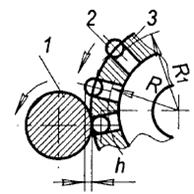
Рис. 61. Схема центробежной обработки шариками
Шарики 2 при вращении диска 3 смещаются в радиальном направлении на величину h = R1 – R нанося многочисленные удары по заготовке 1 и пластически деформируя поверхность.
Режимы обработки:
Vдиска=10…50 м/с,
Sпр=0,1…0,5 мм/об.дет.,
Vзаг = до 90 м/мин,
i = 1-3 прохода.
Обработка ведется с применением керосина или веретенного масла на шлифовальных или токарных станка с применение на последних специальных устройств – приспособлений (рис. 41).
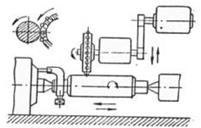
Рис. 41. Схема упрочнения поверхности динамическим
наклепом шариками
Твердость наклепанного слоя и качество упрочненной поверхности зависит от
режимов обработки,
исходной твердости заготовки
и величины h – принудительного отталкивания шариков (h=0,5..0,8 мм).
Поверхностная твердость заготовки повышается на 15-60%. Эффект наклепа снижается с повышением исходной твердости заготовки.
При обработке методами ППД может возникать явление перенаклепа поверхности, что в свою очередь может приводить к возникновению больших остаточных напряжений и вызывать разрушение поверхностного слоя.

