 2015-08-21
2015-08-21 1092
1092рассмотренных отделочных методов зависят, прежде всего, от схемы резания. Отличия схем резания определяются методом подачи режущего инструмента.
При хонинговании и притирке (доводке) радиальная подача брусков осуществляется механизмом поджима (рис. 284 а), а соответственно на выступающих участках обрабатываемой поверхности давление резания растет, и съем металла увеличивается, снижается шероховатость поверхности и уменьшаются такие погрешности, как овальность, конусность, неплоскостность, нецилиндричность и другие
Рис.284. Схемы резания:
а – при хонинговании, б – при суперфинишировании, в – при полировании
Радиальная подача при суперфинишировании осуществляется упругим поджимом бруска к обрабатываемой поверхности (рис. 284 б), поэтому давление резания и съем металла почти постоянны, независимо от формы поверхности, и в отличие от предыдущих методов, уменьшается только шероховатость поверхности и не устраняются погрешности формы.
Эластичный материал в абразивном инструменте при полировании, как бы “ подпружинивает” каждое абразивное зерно (рис. 284 в), поэтому, при увеличении силы резания, каждое зерно углубляется на разную величину в связку, что и приводит к уменьшению только шероховатости поверхности
Чистовая и упрочняющая обработка поверхностей ППД
(поверхностная пластическая деформация)
Поверхностное пластическое деформирование (ППД) – один из наиболее простых и эффективных технологических путей повышения работоспособности и надёжности изделий машиностроения (улучшается коррозионная стойкость, повышается износостойкость, детали менее чувствительны к усталостным напряжениям).
Методы ППД основаны на использовании пластических свойств металлов, отличаются высокой производительностью и способностью создавать поверхность с необходимыми физико-механическими свойствами.
В результате ППД повышаются твёрдость и прочность поверхностного слоя, формируются благоприятные остаточные напряжения, уменьшается параметр шероховатости Rа, увеличиваются радиусы закругления вершин и относительная опорная длина профиля.
Обработка методом ППД может осуществляться на различном технологическом оборудовании – токарных, сверлильных и специальных станках, причем выполняться как отдельный вид обработки или совмещенный с обработкой резанием. ППД наружных тел вращения может осуществляется роликами, шариками, алмазным выглаживанием, дробеструйной обработкой и др (рис. 12.1).
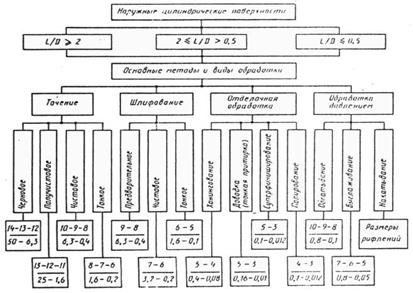
Рис. 12.1. Классификация основных видов обработки наружных цилиндрических поверхностей








