 2015-08-21
2015-08-21 655
655п рименяется для повышения износостойкости деталей машин, работающих в условиях трения.
Помимо обычных движений (скорость заготовки, Sпр и усилие прижима) упрочняемый инструмент имеет дополнительное колебательное движение, сообщаемое ему при помощи специального устройства, причем амплитуда колебаний очень маленькая.
Изменяя V, S, амплитуду и частоту колебаний на поверхности получают требуемый микропрофиль (рис. 119).
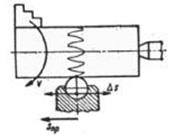
Рис. 119. Схема вибронакатывания
Этим методом на поверхности деталей машин выдавливаются слабо заметные, прилегающие друг к другу канавки. В канавках, образуемых при вибронакатывании, в процессе работы узла размещается смазка, а также мелкие частицы, образовавшиеся в процессе изнашивания. Благодаря этому, трущиеся поверхности меньше изнашиваются. Нанесение канавок упрочняет поверхность и уменьшает предел ползучести.
В качестве упрочняющего инструмента используют шар или алмаз, установленный в резцедержателе токарного станка.








