 2015-09-07
2015-09-07 1703
1703.Делительные головки применяются либо для периодического поворота заготовки вокруг ее оси на различные (равные или неравные) части при фрезеровании канавок, расположенных по поверхности тел вращения, фрезеровании пазов и шлицев на торцовых поверхностях и фрезеровании плоскостей многогранников, либо для непрерывного вращения заготовки при фрезеровании винтовых канавок или винтовых зубьев.
Делительная головка устанавливается на рабочем столе станка. Заготовки закрепляются в центрах головки и задней бабки на оправках или в трехкулачковом патроне, навернутом на резьбовой конец шпинделя делительной головки.
Шпиндель делительной головки может быть установлен по отношению к своему горизонтальному положению в вертикальной плоскости на 90° вверх и на 10° вниз.
• Универсальные делительные головки изготовляются двух типов: лимбовые (с делительным диском) и безлимбовые (без делительного диска).
Лимбовые делительные головки применяются значительно чаще. Деление производится поворотом рукоятки 2 (рис. 247) натребуемый угол по делительному диску /. Делительный диск, свободно сидящий на валике рукоятки 2, имеет несколько рядов концентрично расположенных отверстий по делительным окружностям на обеих сторонах диска.
Универсальные делительные головки позволяют применять три способа настройки: 1) настройку для простого деления; 2) настройку для дифференциального деления; 3) настройку для нарезания винтовых канавок.
1. Настройка головки для простого деления (рис. 247, а). Чтобы разделить заготовку на z делений, необходимо рукоятке 2 сообщить число оборотов /г, определяемое по формуле

где N –характеристика делительной головки, величина обратная передаточному отношению червячной пары k/z4 (к= 1 и z4 = 40)/
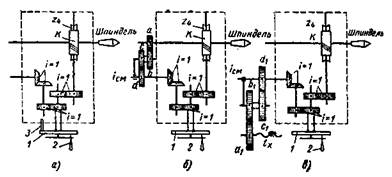 |
Рис. 247. Кинематическая схема лимбовой делительной головки с настройкой головки: а — для простого деления; б — для дифференциального деления; в — для нарезания канавок; У — делительный диск; 2 — рукоятка; 3 — фиксатор
Подсчитанную величину п представляют в виде дроби п = b/a, преобразованную таким образом, чтобы знаменатель ее а был равенчислу отверстий одной из делительных окружностей диска, а числитель Ь — числу делений этой окружности, на которое нужно повернуть рукоятку 2 после каждого прохода.
2. Настройка головки для дифференциального деления (рис. 247, б) применяется, когда невозможно подобрать на делительном диске окружность с числом отверстий для простого деления. Требуемый поворот шпинделя делительной головки получается в результате сложения двух движений: вращения рукоятки 2 на b делений относительно окружности на делительном диске с а отверстиями; вращения самого делительного диска, которое передается от шпинделя головки через систему зубчатых передач.
При дифференциальном делении фиксатор 3 необходимо вынуть из диска 1.
Деление производится на условное количество делений zу,~ близкое к заданному числу z, по вращающемуся диску 1 в направлении вращения рукоятки 2 (по часовой стрелке), если zy > z, или в противоположную сторону (диск — против часовой стрелки), если zy <C z. Число zy должно позволить подобрать окружность отверстий на диске и осуществить деление на zy частей методом простого деления.
 |
| где N — характеристика делительной головки, равная обычно 40; iCM — передаточное отношение сменных колес гитары делительной головки: |
 |
Настройка делительной головки производится на формуле (при i = 1)
Настройку головки на дифференциальное деление осуществляют в следующей последовательности: подбирают число zy исходя из имеющихся делительных окружностей на диске; подбирают числа сменных колес а, Ь, с, d гитары делительной головки, обеспечивающих вращение диска (вращение диска, противоположное направлению вращения рукоятки при zy < z, достигается установкой на втором пальце гитары паразитного зубчатого колеса); производят подсчет числа оборотов рукоятки делительной головки для одного деления на гу делении: п =N/zу.
3. Настройка универсальной делительной головки для фрезерования винтовых канавок, расположенных по окружности (рис. 247, в), состоит в подборе делительной окружности на диске, настройке винторезной гитары (определении передаточного отношения сменных колес iCM)> повороте рабочего стола станка на угол наклона винтовой канавки ω.
Для образования на цилиндрической поверхности, винтовой канавки требуемого шага tp необходимо сообщить заготовке одновременно вращение и перемещение вдоль оси: за один полный оборот заготовки фреза должна переместиться вдоль ее оси на величину шага tp.
Для этого шпиндель универсальной головки связывают при помощи сменных колес с ходовым винтом, имеющее шаг tx, подачи стола.
Передаточное отношение iCM сменных колес а1; b1; c1; d1 определяется из уравнения кинематической цепи от ходового винта стола к шпинделю универсальной головки за период перемещения изделия вдоль своей оси, равного шагу нарезаемой канавки tp, т. е. за tp / tх ~- оборотов ходового винта.
За этот период шпиндель должен повернуться на один полный оборот

Во многих случаях винтовая линия задается не шагом tpt а углом ее наклона ω и диаметром D цилиндра, к которому относится этот угол.
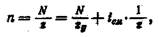
Рис.248. Оптическая делительная головка ОДГ-60
Тогда шаг винтовой канавки подсчитывают по формуле
При нарезании винтовых канавок плоскость фрезы должна совпадать с направлением винтовой линии нарезаемой канавки, поэтому стол станка должен быть повернут на угол со, что можно выполнить только на универсальных горизонтально-фрезерных станках.
Для точных угловых делений заготовок при их обработке и для проверки точности различного рода угловых деталей широкое применение получили оптические делительные головки.
Общий вид и схематический разрез оптической головки ОДГ-60 показан на рис. 248, а и б. Стеклянная круговая шкала 5 с ценой деления 1º жестко укреплена на червячном колесе 6, надетом на шпиндель 9 головки, вращающейся в двух подшипниках 8 и 11. Червячное колесо 6 приводится во вращение червяком 10, связанным с маховичком 1. Червячное колесо 6 может быть застопорено в любом положении рукояткой 4> связанной прижимной шайбой 7. Червяк 10 и червячное колесо 6 служат, только для поворота шпинделя, и погрешности их не оказывают влияния на точность работы головки. Углы поворота отсчитывают по круглой шкале 5 с помощью отсчетного микроскопа 2, окуляр которого помещен вне корпуса головки. В поле зрения окуляра помещена шкала, разделенная на 60 частей с ценой деления Г (рис. 248). Эти деления видны в окуляр настолько крупными, что при некотором навыке по ним можно отсчитывать четверти минуты. Круговая шкала освещается лампочкой через призму 3, помещенную вне корпуса головки. Высота центров Н = 130 мм.
 |
| где а — угол поворота шпинделя головки в град; z — заданное число делений. |
Если задан центральный угол а между осями фрезеруемых канавок, то угол поворота шпинделя головки равен а. Если задано число делений, приходящихся на полный оборот заготовки, то угол поворота шпинделя головки определяют по формуле

