2015-09-06
2015-09-06 773
773Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1—3мм; монтаже труб малого и среднего диаметров; сварке соединений и узлов, изготовляемых из тонкостенных труб; сварке изделий из алюминия и его сплавов; меди, латуни и свинца; сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков; наплавке твёрдых сплавов и латуни на стальные и чугунные детали.
Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1мм толщины свариваемого металла, устанавливается практикой. Например, при сварке низкоуглеродистой стали на 1мм толщины свариваемого металла требуется 100—130дм3 ацетилена в час. Чтобы узнать требуемую мощность пламени, надо умножить удельную мощность на толщину свариваемого металла в миллиметрах.
Например, для сварки низкоуглеродистой стали толщиной 4мм минимальная мощность сварочной горелки составит 100х4 = 400дм3/ч, наибольшая — 130х4 = 520дм3/ч.
Для сварки различных металлов требуется определённый вид пламени — нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой — присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2—6мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
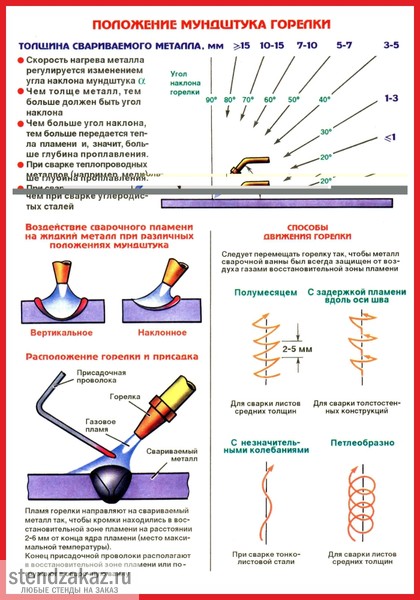
Скорость нагрева регулируется изменением угла наклона (а) мундштука к поверхности свариваемого металла (рисунок). Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить картер и предупредить пережог металла.
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно к нему. То или иное положение выбирается в зависимости от условий (удобства) работы газосварщика, чтобы рука не нагревалась теплом, излучаемым нагретым металлом.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное — перпендикулярно к оси шва и продольное — вдоль оси шва. Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
На рисунке показаны способы перемещения мундштука горелки по шву. Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 — по спирали и способ 3 — полумесяцем рекомендуются при сварке металла средней толщины, способ 4 — при сварке тонких листов.
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварного шва. Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
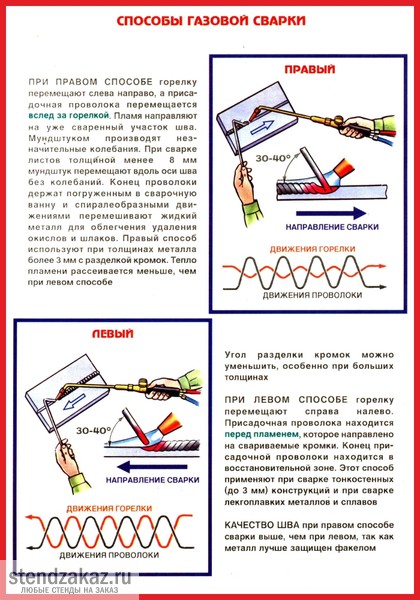
В практике различают два способа сварки: правый и левый.
Левым способом газовой сварки (смотреть рисунок) называется такой способ, при котором сварка производится справа налево, сварочное пламя направляется на ещё несваренные кромки металла, а присадочная проволока перемещается впереди пламени. Левый способ наиболее распространён и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла получают предварительный подогрев, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом сварки (смотреть рисунок) называется такой способ, когда сварка производится слева направо, сварочное пламя направляется на сваренный участок шва, а присадочная проволока перемещается вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Тепло пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60—70°, что уменьшает количество наплавляемого металла и коробление изделия.
Правый способ экономичнее левого, производительность сварки при правом способе на 20—25% выше, а расход газов на 15—20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более 5мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3мм более производительным является левый способ.
Мощность сварочной горелки для сварки стали при правом способе выбирается из расчёта 120—150дм3/ч ацетилена, а при левом — 100—130дм3/ч ацетилена на 1мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=s/2+1 (мм), а при правом d=s/2 (мм), где s — толщина свариваемого металла, мм.