Конструирование отливки начинают с выбора толщины её стенки. Минимально допустимая по технологическим соображениям толщина стенки чугунной отливки
d = 5,5/1000 [(2 L + B + H) / 4] + 4, (3.1)
где L, B, H – габаритные размеры отливки (соответственно длина, ширина, высота), мм.
Результаты, получаемые по этой формуле, близки к табличным значениям, представлены в [5].
Если отливка испытывает большие внешние нагрузки, толщина стенки должна быть найдена из расчёта на прочность.
Конструкция литых деталей определяется в первую очередь требованиями литейной технологии.
Литая деталь не должна иметь местных скоплений металла, способствующих появлению дефектов в отливке (трещин, раковин и т. п.). С этой точки зрения отливка должна быть равностенной, то есть иметь всюду равномерную толщину стенок.
Однако сопрягаемые с другими деталями места отливки для увеличения прочности следует делать усиленными, утолщенными в среднем раза в два.
Для предупреждения появления дефектов и обеспечения равномерного остывания отливки необходимо делать постепенный переход от толстого сечения к тонкому. На рис. 3.21 и 3.22 показаны сопряжения тонкой стенки d с утолщённой стенкой d1.
Если толщины сопрягаемых стенок отличаются менее чем в 2 раза, сопряжение выполняется при помощи радиуса r [5] (рис. 3.21б).
Если толщины сопрягаемых стенок отличаются более чем в 2 раза, сопряжение выполняется при помощи так называемого уширительного уклона величиной 1:4 [2] (рис. 3.22б).
Для получения качественной отливки приливы под отверстия диаметром более 20 мм следует выполнять вместе с отверстием (рис. 3.23). Мелкие отверстия (менее 20 мм) практически отлить невозможно, поэтому приливы для них принято делать сплошными.
На рис. 3.24 показано сопряжение стенок одинаковой толщины под прямым углом. В правильном сопряжении (рис. 3.24б) толщина стенки сохраняется строго постоянной. Это достигается закруглением наружной и внутренней поверхностей стенок из одного общего центра.
На рис. 3.25а представлено сопряжение под острым углом, непригодное вследствие значительного скопления металла в месте сопряжения. Правильное сопряжение можно получить, изменив форму стенки, как показано на рис. 3.25б или иным способом.
Каждое сопряжение стенок следует проверять на отсутствие скопления металла способом вписанных контрольных кружков, показанным на рис. 3.25а и б. Для этого в наиболее толстое и тонкое места сопряжения вписывают кружки. Если диаметры кружков отличаются друг от друга более чем в 2 раза, сопряжение следует считать непригодным.
Чугунные отливки общего назначения обычно изготовляются из серого чугуна марок СЧ10, СЧ15 или СЧ20.
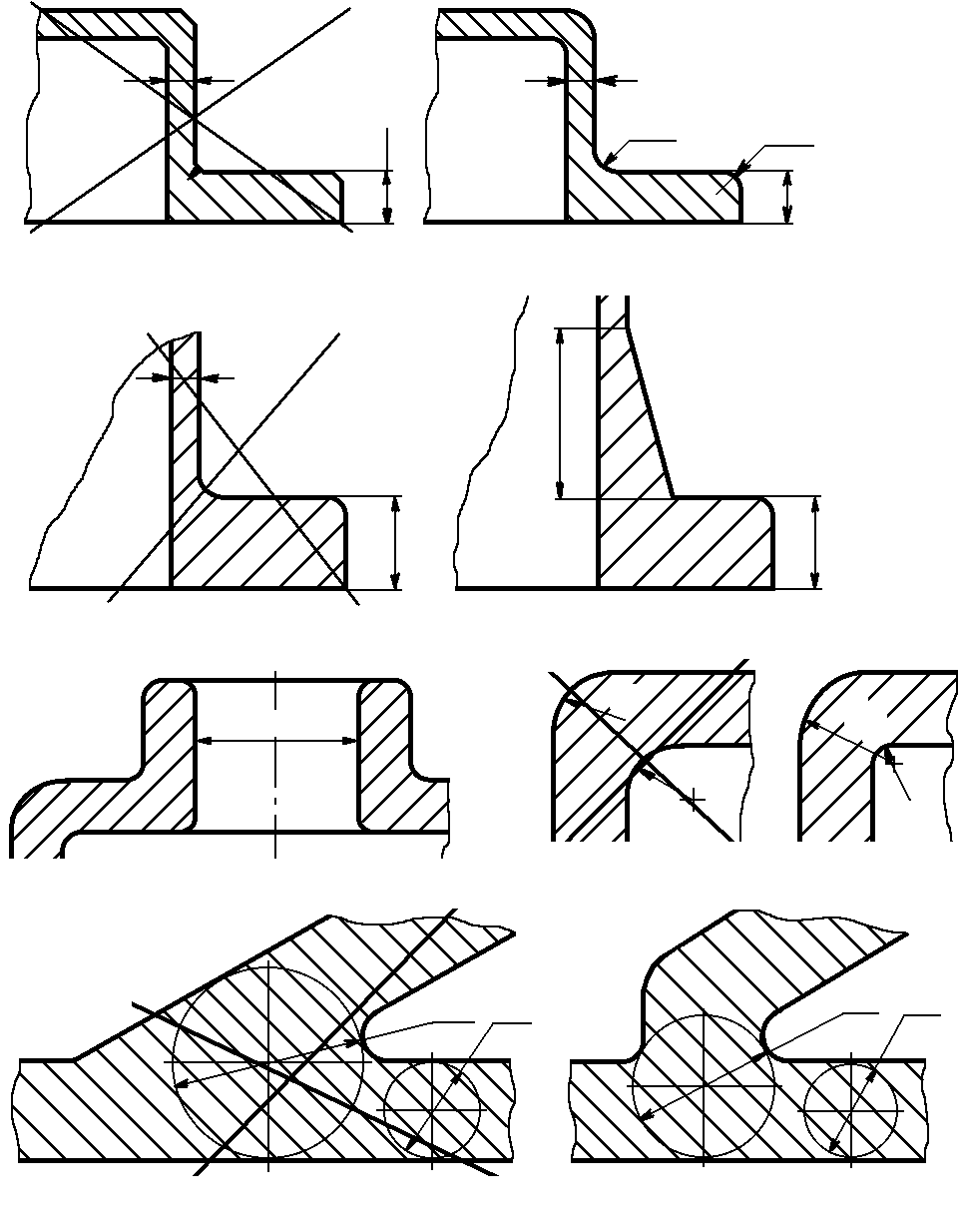
| Рис. 3.21. Устранение трещин сопряжением стенок радиусом |
| Рис. 3.22. Устранение трещин сопряжением стенок уширительным уклоном |
| Рис. 3.23. Приливы под отверстия с диаметром более 20 мм |
| Рис. 3.24. Сопряжения стенок, расположенных под прямым углом |
Рис. 3.25. Сопряжения стенок, расположенных под острым углом
 2015-10-16
2015-10-16 5800
5800







