 2015-10-16
2015-10-16 846
846Деталировка выполняется для нескольких сопряженных деталей, указaнных руководителем разработки.
Рабочий чертёж должен давать полное представление об устройстве изделия и его составных частях и содержать все данные, необходимые для его изготовления, контроля, испытания и приемки.
Каждый чертеж выполняется на отдельном листе форматом, установленным ГОСТ 2.301-68.
На листе чертежа помещают основную надпись и дополнительные графы в соответствии с требованиями ГОСТ 2.104-68.
В основной надписи чертежа записывают наименование изделия в именительном падеже и единственном числе, которое должно быть по возможности кратким. Если наименование состоит из нескольких слов, то на первом месте помещают имя существительное, например «Колесо зубчатое», «Винт ходовой» и др.
На рабочих чертежах не допускается помещать технологические указания (графические и текстовые), которые без необходимости ограничивают технолога в выборе технологического процесса.
На чертежах нельзя указывать номера приспособлений и инструмента, последовательность операций обработки, режимы резания и пр. Однако в виде исключения при разработке рабочих чертежей допускается указание на применение определенных приемов и способов обработки в тех случаях, когда последние являются единственными гарантирующими требуемое качество изделия, например:
а) совместное изготовление смежных и совместно работающих частей изделия путем механической обработки общей заготовки с последующим ее разрезом на отдельные части;
б) совместную термическую обработку деталей;
в) выполнение одной детали по другой, т. е. совместную гибку, развальцовку и т. п., либо одна из деталей служит в качестве кондуктора для изготовления отверстий в другой детали;
г) совместную пропитку изделий;
д) совместную притирку деталей и пр.
На чертеж наносятся необходимые для изготовления детали размеры и шероховатость поверхностей (табл. 3.6).
На сопряженные размеры проставляются предельные отклонения в комбинированной форме записи, например 40 Н8 (+0,039).
Такая форма записи позволяет контролировать размеры как калибрами, так и обычными мерительными инструментами.
Предельные отклонения размеров должны быть такими, которые обеспечили бы наличие наименьшего необходимого припуска на обработку, не делали бы этот припуск чрезмерно большим, затрудняющим окончательную обработку детали при сборке.
Таблица 3.6
Шероховатость поверхности и квалитеты при различных видах обработки
| Вид обработки | Значение Rа, мкм | Квалитеты | |||||||||||||
| Литьё в землю: чёрные металлы цветные металлы Литьё в кокиль: чёрные металлы цветные металлы Литьё центробежное Горячие ковка, вырубка, пробивка Горячая объёмная штамповка Холодная вытяжка по диаметру по высоте Холодные вырубка и пробивка то же с зачисткой и с калибровкой Отрезка приводной пилой резцом, фрезой абразивом Подрезка торцов Строгание: черновое чистовое тонкое Долбление черновое чистовое Фрезерование черновое (торц.фр.) чистовое тонкое Обтачивание обдирочное получистовое чистовое тонкое (алмазное) Сверление и рассверливание Зенкование черновое чистовое Растачивание черновое получистовое чистовое тонкое (алмазное) Развёртывание получистовое чистовое тонкое | 100-160 50-100 12,5-25 12,5-25 12,5-100 12,5-50 0,8-3,2 0,8-3,2 25-100 0,8-3,2 0,8-3,2 25-50 25-100 3,2-6,3 3,2-12,5 12,5-25 3,2-6,3 0,8-1,6 25-100 3,2-12,5 25-50 3,2-6,3 0,8-1,6 25-100 6,3-12,5 1,6-3,2 0,4-0,8 12,5-25 12,5-25 3,2-6,3 50-100 12,5-25 1,6-3,2 0,4-0,8 6,3-12,5 1,6-3,2 0,4-0,8 | - ------------------------------------- | ---------- -----------------○------○--- | - - - - - - - - - - - ● - - - - - - - - - - - ○ - - ○ ● - - - - - - ○ - - ○ | - - - - - - - - - - - ● - - - - - - - - - - - ○-- ● - - - - - - ○ ● - ○ ● | - - - - - - - ○ - - ● - - - - ○ - - ● - - - - ● - - ● - - - ○ - - ● - ○ ●- | - - - - - - ● ○ - - ● - - - - ○ - - ● - - - - ●- - - ● - - - ○ - - ● - ●- | - - - - - - ● ● - - - - - - - ○ - - ● - - - - - - - - - ○ - ● - - - - ●-- | - - - ○ ○ - ●● ● ○ - - - - - ● - ● - - ○ - ● - - - - - ○ - ●------- | - ○ - ○ ○ - - - - ● - - - - ● ● ● ● - - ● ● - - - ● - - ● ● - - ●----- | - ○ - ○ ○ - - - - ● - - - - ● ● ● ● - - ● ● - - - ● - - ● ● - - ●----- | - ○ - ● ● ● - - - - - - - ● ● - ● - - ● - ● - - - ● - - ● ● - - ●----- | - ● ● ● ● ● - - - - - - ● ● ● - - - - ● - - - - ● - - - - ● - ●------ | ● ● ● - - ● - - - - - - ● ● - - - - - - - - - - ● - - - - - - ●------ | ● - - - - ● - - - - - - ● ● - - - - - - - - - - ● - - - - - - ●------ |
Окончание табл. 3.6
| Вид обработки | Значение Rа, мкм | Квалитеты | |||||||||||||
| Протягивание получистовое чистовое отделочное Шлифование круглое получистое чистовое тонкое Шлифование плоское получистовое чистовое тонкое Прошивание чистовое Калибровка отв. шариком после св. после расточки после развёртки Обкатка и раскатка роликом Притирка чистовая тонкая Полировка обычная тонкая Доводка грубая средняя тонкая Нарезание резьбы плашкой, метчик резцом, гребёнкой фрезой Накатывание резьбы роликами Обработка зубьев колес строганием фрезерованием шлифованием шевингованием Анодно-механическое шлифование черновое чистовое притирочное отделочное | 6,3 0,8-3,2 0,2-0,4 3,2-6,3 0,8-1,6 0,2-0,4 3,2 0,8-1,6 0,2-0,4 0,4-1,6 0,4-1,6 0,4-1,6 0,05-1,6 0,4-1,6 0,4-3,2 0,1-1,6 0,2-1,6 0,05-0,1 0,4 0,1-0,2 0,05 3,2-12,5 3,2-6,3 3,2-6,3 0,4-0,8 3,2-6,3 1,6-3,2 0,4-0,8 0,8-1,6 1,6-3,2 0,2-0,8 0,04-0,1 0,05-0,2 | - ----○--------------○-○-○---- - ---- | -----●---- -----●-●○○●-○-○--●● - - - ● ● | - - ○ - ● - - ● ● - - - ○ ● ● - ● - ● ● - ● ● - ● - - ● ● - ● ● ● ● | -●●-●- - ● ● ● ○ ● ● ● ● - - - ● - - ● ● - ● ● ● - - - ● ● ●- | ● ● - ● ● - ● ● - ● ● - - ● - - - - - - - ● ● ● ● ● ● - - - ●--- | ●- - ● - - ● - - ● ● - - ● - - - - - - - - - - - ● ● - - - ●--- | -- - ● - - ● - - - - - - - - - - - - - - - - - - ● ●------- | -- - ● - - ●--------------------------- | ---------------------------------- | ---------------------------------- | ---------------------------------- | ---------------------------------- | - --------------------------------- | ---------------------------------- |
Примечание: ● - Экономическая точность (квалитеты);
○ - Достижимая точность.
Основная трудность разработки рабочих чертежей состоит не в вычерчивании детали, а в простановке размеров. Остановимся на этом вопросе подробнее.
Во-первых, количество размеров должно быть минимально-необходимым для изготовления детали. Критерием достаточности размеров является возможность прочерчивания, а, следовательно, и изготовления по этим размерам всех элементов детали. Лишний размер иногда доставляет в производстве хлопот больше, чем недостающие.
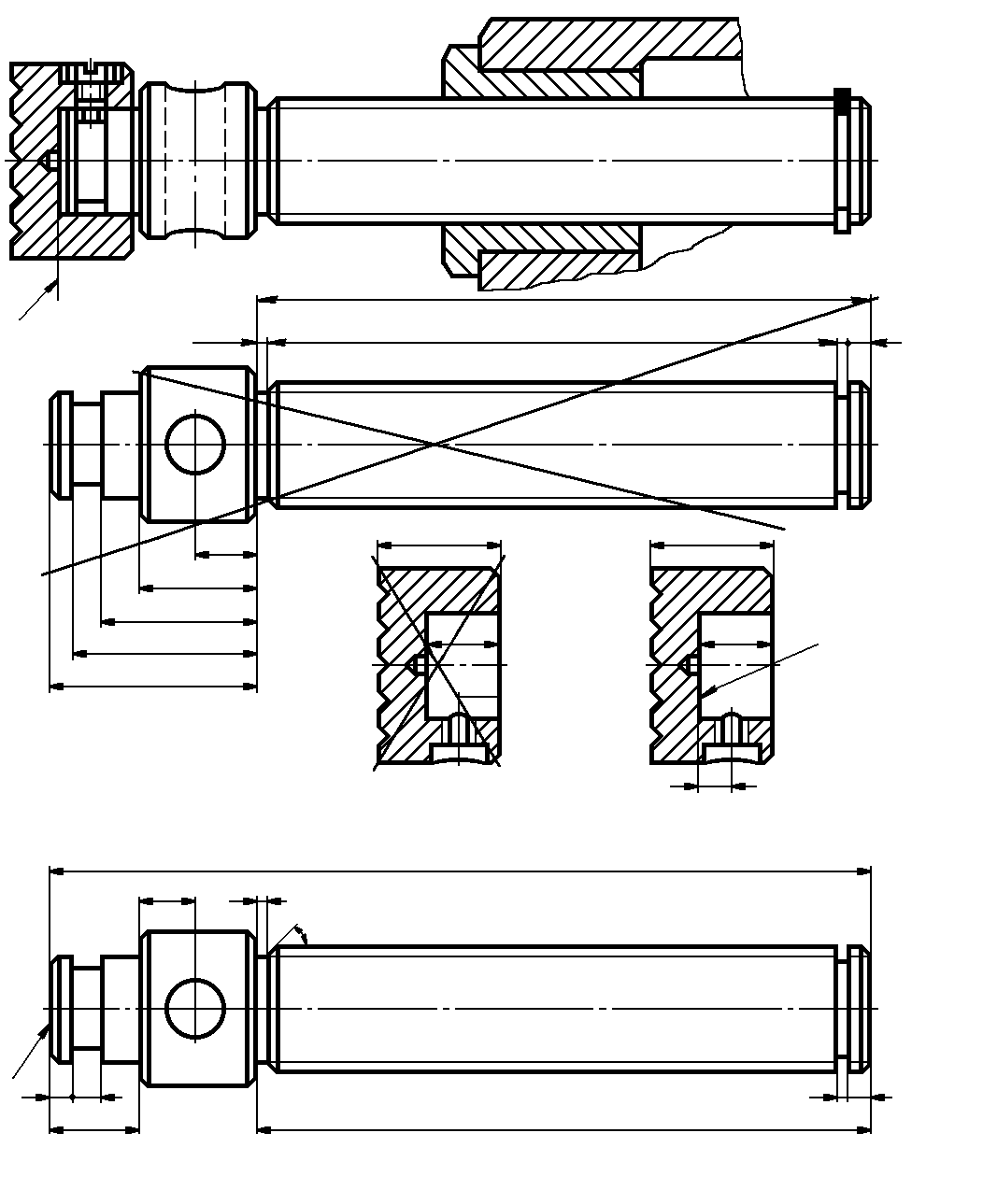
Во-вторых, размеры должны быть проставлены в соответствии с предполагаемым порядком механической обработки. Это положение поясняется на рис. 3.31.
| а) |
| в) |
| б) |
| б) |
| К |
| К |
| К |
| в) |
Рис. 3.31. Примеры простановки размеров
На рис. 3.31а показан винт домкрата в сборке. Плоскость общая для головки винта (пяты) и для подпятника является конструкторской базой.
На рис. 3.31б показана неправильная простановка размеров на винте и подпятнике.
Неправильность простановки размеров состоит в том, что длина пяты непосредственно не задана и положение канавки на пяте задано не от конструкторской базы.
При составлении рабочих чертежей деталей следует иметь в виду:
- не рекомендуется простановка размеров от невидимого контура;
- включение в размерные цели размеров на проточки и выточки (рис. 3.31б);
- простановка на разных проекциях размеров и шероховатостей одной поверхности;
- простановка линейных размеров по замкнутому контуру является ошибочной или затрудняет чтение чертежа.








