 2015-10-16
2015-10-16 979
979Основным способом получения литейных форм является изготовление их из формовочной земли по моделям.
Уплотнение формовочной земли вокруг модели производится вручную или с помощью формовочных машин.
При перемещении уплотняемой формовочной земли в вертикальном направлении получить уплотнение под выступающими частями модели невозможно.
При заполнении такой формы металлом слабо уплотнённая масса земли будет легко разрушаться. Для того чтобы недопускать этого, требуется добавочная операция (дополнительное уплотнение земли, применение дополнительных стержней), значительно удорожающая литье. Поэтому в литых деталях необходимо стремиться к устранению выступающих над основными поверхностями частей или к такому их расположению, которое не приводило бы к образованию в литейной форме уплотняемых участков.
Определение неуплотнённых участков в форме производится методом параллельных световых лучей (рис. 3.26). Если линии направления уплотнения земли предоставить в виде световых лучей, то они должны будут отбросить тень от выступающих частей модели.
Затемненные участки будут соответствовать неуплотнённым участкам формы (рис. 3.26 а). Выступающие части детали оказывают также сопротивление усадке и могут приводить к образованию в отливке трещин и надрывов. Поэтому основное требование к литой конструкции состоит в придании ей обтекаемого вида, т. е. формы с минимальным количеством выступающих частей.
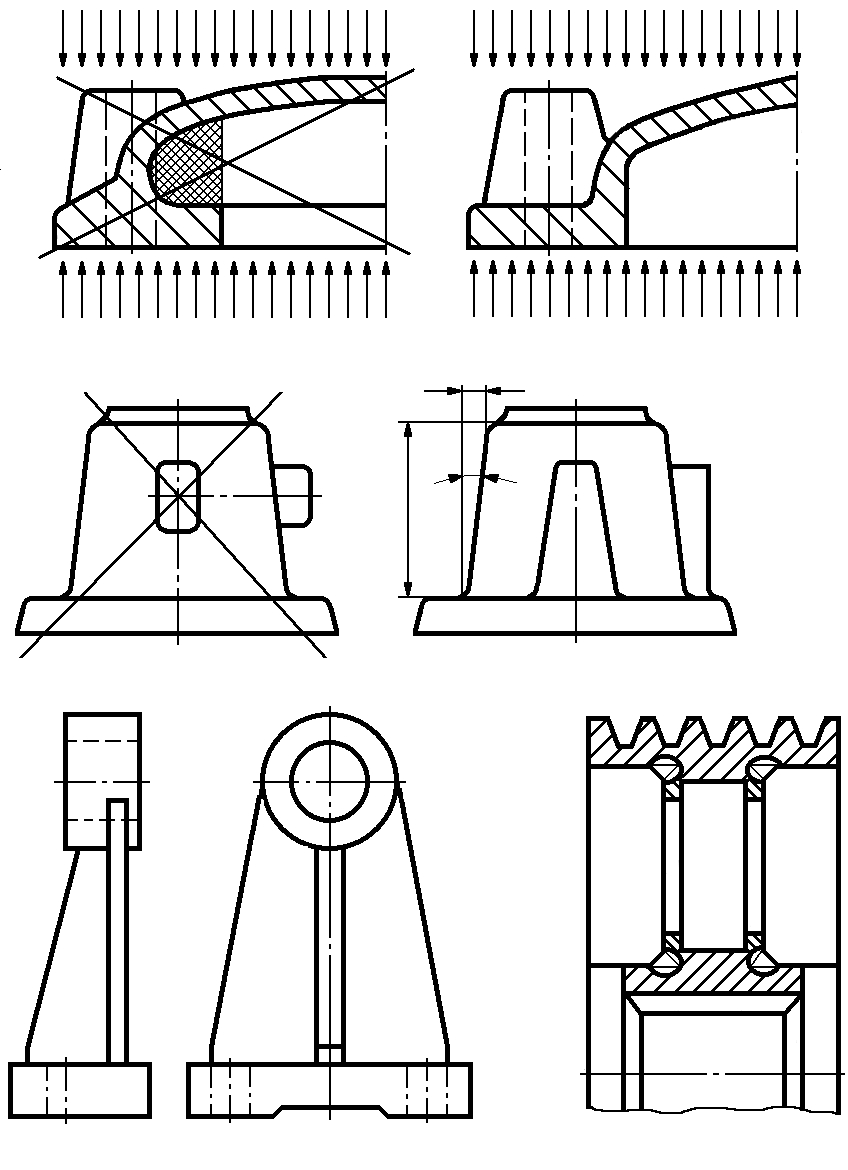
Рис. 3.26. Схемы, поясняющие метод параллельных световых лучей
а)
б)
Выступающим частям, если они необходимы, следует придавать технологическую форму.
Так, например, выступающие части (рис. 3.27 а) препятствуют извлечению модели из формы, исполнение по рис. 3.27 б лишено этого недостатка.
Для извлечения модели из уплотненной формовочной земли необходим зазор между моделью и формовочной массой, который образуется путём расталкивания модели. Извлечение моделей из формы можно обеспечить за счёт придания уклонов вертикальным стенкам детали. Это так называемые литейные (формовочные) уклоны стенок отливок.
Величина литейных уклонов зависит от высоты h элемента отливки, снабжаемого уклоном (табл. 3.4 и рис. 3.27 б).
Рис. 3.27. Изменение формы выступов с целью повышения технологичности отливок
а)
б)
а
a
Увеличение литейного уклона облегчает получение правильной и чистой поверхности литой детали за счёт более равномерного уплотнения формовочной массы вдоль наклонных стенок по сравнению с вертикальными.
Если для всех поверхностей отливки установлены одинаковые литейные уклоны, их оговаривают общим замечанием на рабочем чертеже. Уклоны низких бобышек или платиков следует увеличивать до 30°... 45°.
Таблица 3.4
Литейные уклоны
| h, мм | Величина уклонов | ||||
| Миним. допустимые | Рекомендуемые | ||||
| Св. | До | Уклон | Угол | Уклон | Угол |
| 1:20 | 30 | 1:10 | 60 | ||
| 1:40 | 103' | 1:12 | 50 | ||
| 1:60 | 10 | 1:15 | 40 | ||
| 1:80 | 0045' | 1:20 (25) | 30 | ||
| 1:120 | 0030' | 1:30 (40) | 20 | ||
| 1:120 | 0045' | 1:50 | 10 |
Литейные уклоны необходимы только для вертикальных стенок отливки. Поэтому, назначая уклоны, конструктор должен представлять расположение модели в литейной форме.
При закруглении сопряженной части стенки минимально допустимые литейные радиусы r1 (рис. 3.21 6) принимают по табл. 3.5 [1] в зависимости от толщины d1.
Таблица 3.5
Литейные радиусы
| d1 | Св. | - | |||||
| До | |||||||
| r1 (min) |
Размеры даны в мм.
Радиус r1 рекомендуется увеличивать или уменьшать по сравнению с табличным значением при угле между сопрягаемыми сторонами стенки соответственно большем или меньшем 90°.








