 2015-10-13
2015-10-13 990
990Цель и задачи практической работы:
- изучить конструкцию механизма автоматического зажима инструмента сверлильно - фрезерно - расточного станка и методику расчета механизма зажима.
После выполнения работы студент должен:
- знать назначение и особенности конструкции механизма автоматического зажима инструмента;
- уметь рассчитывать режимы резания при фрезеровании, составлять расчетную схему механизма, определять требуемое усилие зажима инструмента в шпинделе станка для данной системы сил, действующих на инструмент в процессе резания, выбирать основные конструктивные элементы механизма.
1 Порядок проведения работы:
1.1 Изучить конструкцию механизма автоматического зажима инструмента.
1.2 Рассчитывать режимы резания при фрезеровании.
1.3 Составить расчетную схему механизма для заданных условий обработки (варианты заданий приведены в табл. 2.1);
1.4 Определить необходимое усилие закрепления инструментальной оправки в шпинделе станка;
1.5 Выбрать по действующим нормативным документам основные элементы механизма автоматического зажима инструментальной оправки.
2 Механизм зажима инструментальных оправок многооперационного станка
Механизм зажима инструментальных оправок размещен внутри шпинделя. На рис. 6 представлен эскиз механизма. Тяга (шомпол) 1 находится в крайнем правом положении под действием тарельчатых пружин 2 и прочно удерживает инструментальную оправку 3 за хвостовик 4 рычагами 5 в посадочном гнезде шпинделя 6.
Для раскрепления оправки 3 служит гидроцилиндр одностороннего действия 7. При подаче масла под давлением в правую полость гидроцилиндра 7 его шток 8 через упорный подшипник 9 воздействует на тягу 1, перемещая ее влево и сжимая пакет тарельчатых пружин 2. Рычаги 5, попадая в расточку шпинделя 6, освобождают хвостовик 4, а тяга 1 при дальнейшем ходе упирается в хвостовик и выталкивает справку 3 с инструментом из шпинделя 6 примерно на 6 мм.
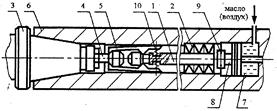
Рисунок 6 – Механизм зажима инструментальных оправок
многооперационного станка
Для надежного захвата оправки 3 рычагами 5 пружины 10 поджимают левые концы рычагов к хвостовику 4 в начале хода тяги 1 вправо (после смены инструмента). При сбрасывании давления поршень гидроцилиндра 7 под действием разжимающихся тарельчатых пружин 2 перемещаются вправо, рычаги 5 попадают в суженную часть отверстия шпинделя 6 и удерживаются в зажатом положении. Чтобы исключить опасность включения вращения шпинделя при не зажатой инструментальной оправки, сзади шпинделя установлен микропереключатель, на который воздействует удлиненный правый ключ штока 8 гидроцилиндра 7.
Затяжка оправок пакетом тарельчатых пружин повышает надежность работы механизма закрепления, обеспечивает постоянство усилия зажима, жесткости станка оправки и посадочного отверстия шпинделя станка, исключает аварийные ситуации при непредвиденных остановках станка.
Расчет режимов резания при фрезеровании
3.1 На основании исходных данных, приведенных в таблице 3, назначаются значения подачи на зуб S  при черновом фрезеровании концевыми фрезами по таблицам 4 и 5.
при черновом фрезеровании концевыми фрезами по таблицам 4 и 5.
Таблица 3 – Варианты для выполнения практической работы №3
| № варианта | Dфр | Вфр | Z | t | Материал инструмента | Обрабатываемый материал | Механические характеристики |
| Р6М5 | чугуны | НВ 150 | |||||
| Р6М5 | чугуны | НВ 190 | |||||
| Р6М5 | чугуны | НВ 180 | |||||
| Р6М5 | чугуны | НВ 170 | |||||
| Р6М5 | чугуны | НВ 150 | |||||
| Р6М5 | чугуны | НВ 180 | |||||
| Т5К10 | сталь | Gвр = 500мПа | |||||
| Т5К10 | сталь | Gвр = 650мПа | |||||
| Т5К10 | сталь | Gвр = 700мПа | |||||
| Т5К10 | сталь | Gвр = 750мПа | |||||
| Т5К10 | сталь | Gвр = 800мПа | |||||
| Т5К10 | сталь | Gвр = 850мПа | |||||
| Т5К10 | сталь | Gвр = 900мПа | |||||
| Р6М5 | чугуны | НВ 190 | |||||
| Р6М5 | чугуны | НВ 175 |
3.2 Рассчитывается скорость резания по формуле:
V =  .
.
Значения коэффициента С  и показателей степени приведены в таблице 6, а периода стойкости инструмента Т в таблице 7.
и показателей степени приведены в таблице 6, а периода стойкости инструмента Т в таблице 7.
Общий поправочный коэффициент на скорость, учитывающий фактические условия резания, определяется из выражения:
 ,
,
где Кмv - коэффициент, учитывающий качество обрабатываемого материала, при обработки сталей К  =
=  , при обработки чугунов К =
, при обработки чугунов К =  ;
;
Kшv - коэффициент, учитывающий влияние состояния поверхности заготовки, для заготовок без корки K  =1.0;
=1.0;
Киv - коэффициент, учитывающий влияние инструментального материала на скорость резания, для сплава Т5К10, К  = 0.65; для быстрорежущей стали Р6М5, К = 1.0.
= 0.65; для быстрорежущей стали Р6М5, К = 1.0.
Таблица 4 – Подачи при фрезеровании твердосплавными концевыми фрезами плоскостей и уступов
| Вид твердосплавных элементов | Диаметр фрезы D, мм | Подача на зуб S  , мм/зуб, при глубине резания t,мм , мм/зуб, при глубине резания t,мм | ||||
| 1…3 | ||||||
| Коронка | 10…12 14…16 18…20 | 0.01…0.03 0.02…0.06 0.04…0.07 | ------ 0.02…0.04 0.03…0.05 | ------ 0.02…0.04 | ----- | |
| Винтовые пластинки | 0.1 0.12 0.15 0.18 0.2 0.2 | 0.08 0.1 0.12 0.13 0.15 0.16 | 0.05 0.1 0.1 0.11 0.12 0.12 | ------ 0.08 0.09 0.1 0.1 | ------ ------ 0.07 0.09 0.1 |
Таблица 5 – Подачи при фрезеровании чугунов концевыми фрезами из быстрорежущей стали
| Диаметр фрезы, мм | Подача на зуб S , мм/зуб, при глубине резания t, мм | |||
| 0.24 0.3 0.36 | 0.18 0.21 0.27 | ------ ------ 0.24 | ||
| 0.12 0.36 0.45 | 0.15 0.24 0.3 | 0.12 0.21 0.24 | 0.12 0.15 0.21 |
Таблица 6 – Значение коэффициента Сv и показателей степени в формуле скорости резания при обработке плоскостей и уступов концевыми фрезами
| Инструментальный материал | Сv | q | x | y | u | p | m | Тип фрезы |
| Т5К10 | 0.44 | 0.24 | 0.26 | 0.1 | 0.13 | 0.37 | концевые с коронками | |
| Т5К10 | 0.44 | 0.24 | 0.26 | 0.1 | 0.13 | 0.37 | с напаянными пластинками | |
| Р6М5 | 0.7 | 0.5 | 0.2 | 0.3 | 0.3 | 0.25 |
Таблица 7 – Среднее значение стойкости Т концевых фрез
| Стойкость Т, мин, при диаметре фрезы D, мм | ||||
| D | ||||
| T |
3.3 Определяется частота вращения инструмента
n = 
3.4 Определяется сила резания.
Главная составляющая силы резания при фрезеровании это окружная сила
 .
.
Значение коэффициента C  и показателей степени приведены в таблице 8 Поправочный коэффициент К
и показателей степени приведены в таблице 8 Поправочный коэффициент К  рассчитывается по формулам:
рассчитывается по формулам:
- при обработке сталей К =  ,
,
- при обработке чугунов К =  .
.
Таблица 8 – Значение коэффициента C и показателей степени в формуле окружной силы P при фрезеровании концевыми фрезами
| Обрабатываемый материал | Материал инструмента | C | X | Y | u | q | W |
| Сталь | Твердый сплав | 12.5 | 0.85 | 0.75 | 1.0 | 0.73 | -0.13 |
| чугуны | Быстрорежущая сталь | 0.83 | 0.65 | 1.0 | 0.83 |
Величины составляющих силы резания применяются в отношении к главной составляющей силы резания Pz:
- горизонтальная сила подачи Рy = 0.3 Pz;
- вертикальная сила подачи Рx = 0.5 Pz.
3.4 Определяется крутящий момент на шпинделе по формуле:
М  =
=  .
.
3.5 Определяется мощность резания по формуле:
 ;
;
Составляется расчетная схема, пример расчетной схемы представлен на рис. 7
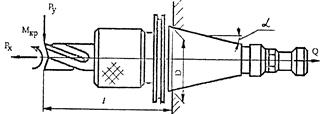
Рисунок 7 - Расчетная схема для расчета усилия затяжки инструментальной оправки в шпинделе многооперационного станка
4 Рассчитывается величина момента трения между хвостовиком инструмента, выполненного с конусом Морзе и внутренней поверхностью инструментальной оправки по методике, изложенной в практической работе №1, и по таблице 9 назначается конструктивные параметры конической инструментальной оправки, изображенной на рис. 8.
Таблица 9 - Конструктивные параметры конических хвостовиков с конусностью 7:24
| Номер справки | D, мм | d, мм | L, мм | Конус Морзе |
| 83.4 | 2,3 | |||
| 126.8 | 3,4 |
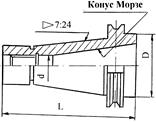
Рисунок 8. – Эскиз инструментальной оправки
5 Рассчитываются тяговые усилия, необходимые для затяжки и освобождения инструментальной оправки в шпинделе станка.
Тяговое усилие затяжки определяется по формуле:
 ,
,
а усилие, необходимое для освобождения оправки
 =
=  ,
,
где f - коэффициент трения в соединении, рекомендуется f = 0.2;
 - угол скоса захвата, можно принять
- угол скоса захвата, можно принять  = 45.
= 45.
6 Выбор элементов конструкции механизма автоматического зажима инструмента.
Определяется диаметр тяги исходя из условия прочности ее на растяжения
d =  ;
;
где Q – расчетное тяговое усилие затяжки,
[ sв ] – допускаемое напряжение на растяжение для материала тяги, для углеродистых конструкционных сталей [ sв ] = 150…200 мПа.
По таблице 10 подбирают тарельчатые пружины малой жесткости с многократным циклом нагружения, внутренний диаметр которых соответствует диаметру тяги.
Таблица 10 – Основные размеры тарельчатых пружин
| Наружный диаметр D,мм | внутренний диаметр D1, мм | Величина деформации пружины f  | Усилие при прогибе пружины Р  ,Н ,Н |
| 1.0 1.0 1.5 1.5 1.5 1.5 1.5 2.0 2.0 2.0 2.5 2.0 2.5 3.0 3.0 3.5 |
Число пружин в пакете определяется по формуле:
N  =
=  ,
,
где Р - предельное усилие при прогибе пружины,
Число пружин в пакете принимается с учетом коэффициента К=1,2…1,5 для обеспечения возможности регулировки усилия затяжки инструментальных оправок и с учетом того, что при сжатии поршнем гидроцилиндра усилие, воздействующее на них, не должно превышать суммарного предельного рабочего усилия.
Принимают диаметр поршня гидроцилиндра ближайшим большим к наружному диаметру тарельчатых пружин и определяют необходимое давление в рабочей плоскости гидроцилиндра по формуле:
P =  ,
,
где  - усилие освобождения оправки;
- усилие освобождения оправки;
D –наружный диаметр поршня гидроцилиндра; d - диаметр штока гидроцилиндра;  - механический КПД гидроцилиндра,
- механический КПД гидроцилиндра,  = 0.9
= 0.9
7 Содержание отчета:
7.1 Цель работы
7.2 Расчет режимов резания
7.3 Схема механизма автоматического закрепления оправок
и краткое ее описание
7.4 Расчетная схема механизма закрепления
7.5 Расчет момента трения между хвостовиком инструмента и оправкой
7.6 Расчет усилия затяжки инструментальной оправки в
шпинделе станка
7.7 Выбор конструктивных элементов механизма автоматического закрепления
инструментальных оправок многооперационного станка
7.8 Расчет необходимого давления в рабочей полости гидроцилиндра.
8 Контрольные вопросы:
1 Каков порядок расчета режимов резания при фрезеровании?
2 Какие вы знаете ширины и глубины фрезерования при различных типах фрез?
3 Как определяется усилие закрепления инструментальной оправки в шпинделе станка?
4 Как определяется величина давления в рабочей полости гидроцилиндра?
5 Какие вы знаете механизмы автоматического закрепления инструментов в шпинделе станков с ЧПУ?
6 Какими преимуществами обладает гидромеханические механизмы закрепления инструментов?
к выполнению практических работ по дисциплине
«Автоматизация станочного оборудования»
(для студентов специальности 7.090 203
заочной формы обучения)
Составитель Виталий Семенович Гузенко
Редактор ХАХИНА Нелли Александровна
Подп в печ. ______________ Формат60x84/16.
Офсетная печать. Усл. печ. л.. Уч. - изд. д.. Тираж 50.
ДГМА. 84313, г. Краматорск, ул. Шкадинова, 72.








