 2015-10-13
2015-10-13 1338
1338Промышленный робот МП-11 предназначен для выполнения операций транспортирования, ориентирования и загрузки деталей (заготовок) при автоматизации технологических процессов механообработки. Одновременно промышленный робот осуществляет управление технологическим оборудованием.
Структурная схема промышленного робота МП-11 представлена на рисунке 1.
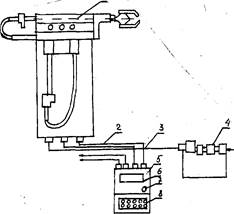
Рисунок 1 - Структурная схема промышленного робота МП-11:
I - манипулятор управления (МУ); 2 - соединительные кабели;
3 - пневмотруба; 4 - узел подготовки воздуха (УПВ);
5 - устройство управления (УУ); б - программоноситель;
7 - кнопка аварийной остановки робота; 8 - пульт УУ
2. Краткие сведения о промышленном роботе МП-11
Промышленный робот МП-11 представляет собой комплекс, включающий в себя манипулятор МП-11, соединенный пневмотрубой с узлом подготовки воздуха (УПВ) и кабелями с устройством управления. Взаимная стыковка узлов промышленного робота МП-11 поясняется на рис. 2. Манипулятор предназначен для выполнения операций транспортирования и ориентирования деталей (заготовок) при работе в автоматическом режиме по команде с УУ. Он выполнен в модульном исполнении, укомплектован двумя руками, модулем сдвига и ротации охвата.
Питающий воздух поступает с УПВ, который обеспечивает регулировку величины необходимого давления воздуха и его очистку. Переключение электропневмораспределителей манипулятора в соответствии с заданной программой обеспечивает УУ, выдавая на их катушки управляющие команды. Последовательность и необходимое количество движения степеней подвижности устанавливаются на программных переключателях устройства управления. Сигнал о выполнении запрограммированного движения (кроме схватов) выдают датчики при работе по путевому принципу (или он формируется в УУ при работе по временному принципу); при отсутствии сигнала подтверждения выполнения движения манипулятор останавливается. УУ обеспечивает управление технологическим оборудованием, работающим совместно с роботом, а также прием и обработку ответных сигналов.
Управляющее устройство предназначено для формирования управляющих сигналов на манипулятор МП-11 и технологическое оборудование в соответствии с последовательностью заданной программы. Управляющее устройство также принимает ответные сигналы с датчиков и технологического оборудования и производит их логическую обработку.
Техническая характеристика промышленного робота МП-11:
Начальная грузоподъемность одной руки, кг 0,5
Погрешность позиционирования, мм 0,1
Максимальная величина горизонтального перемещения, мм 200
Максимальный угол поворота в горизонтальной плоскости, ° 120
Максимальная величина вертикального перемещения подъема, мм 65
Максимальная величина сдвига охвата, мм 25
Максимальный угол поворота схвата вокруг продольной оси,.° 100
Максимальный угол между руками,... 100
Минимальный угол между руками,...° 20
Тип устройства управление цикловой
Количество команд на управление манипулятором 12
Количество технологических команд 6
Максимальное количество блокировок в цикле 4
Количество программируемых выдержек времени 1
Диапазон регулирования программируемой задержки, с 0...0,7
3. Погрешность позиционирования робота.
Погрешностью позиционирования робота называется отклонение положения рабочего органа (охвата) манипулятора при неоднократном повторении цикла от положения, заданного управляющей программой. Погрешность позиционирования является важнейшей технической характеристикой ПР, которая совместно с рядом других функциональных параметров определяет возможность применения робота для автоматизации той или иной технологической операции. Известно, что выдерживание заданной точности является главным требованием к операции механической обработки. Погрешность позиционирования, например, при установке заготовки на станок, оказывает большое влияние на точность обработки. Погрешность позиционирования вызывается неточностями изготовления опор, направляющих и других элементов робота; кроме того, она вызвана динамическими явлениями в элементах робота во время выполнения цикла. Погрешность позиционирования в значительной мере зависит от массы перемещаемой детали, величины перемещений, скорости и ускорения перемещений и др.
4. Аналитическое определение погрешности позиционирования
В общем случае погрешность позиционирования робота характеризуется шестью составляющими: тремя линейными DХ. и DУ, DZ и тремя угловыми bx, by,bz которые носят случайный характер. Робот "МП-11" работает в цилиндрической системе (рис. 2) с поступательными Пz Пy перемещениями вдоль осей Z. и У и вращательным перемещением вокруг оси 27 •
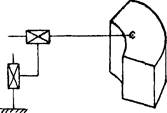
Рисунок 2 - Зона обслуживания робота
Погрешность DХ (рис. 3) при вращении вокруг оси 2 с достаточной для практики точностью можно подсчитать по формуле

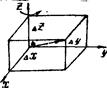
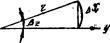
Рисунок 3 - Составляющие погрешности позиционирования
Тогдасуммарная погрешность позиционирования может быть определена по формуле:

где DХ, DУ, DZ - абсолютные погрешности позиционирования по координатным осям, определяемые на основании экспериментальных исследований.
5. Выполнить статистическую обработку данных из таблицы 1 и сравнить между собой точность позиционирования по DХ, DУ, DZ.
Среднее значение погрешности определить по формуле:

где n - количество опытов, Dx - значение погрешности позиционирования в i опыте.
Среднеквадратическое отклонение определить по формуле
Таблица 1
| № измерений | Dx | Dy | Dz | D |
| 0,1 | 0,03 | 0,05 | ||
| 0,03 | 0,12 | 0,03 | ||
| 0,07 | 0,1 | 0,02 | ||
| 0,01 | 0,05 | 0,09 | ||
| 0,02 | 0,06 | 0,1 | ||
| 0,11 | 0,08 | 0,01 | ||
| 0,05 | 0,05 | 0,05 | ||
| 0,08 | 0,14 | 0,03 | ||
| 0,04 | 0,09 | 0,05 | ||
| 0,02 | 0,08 | 0,06 | ||
| 0,09 | 0,03 | 0,07 | ||
| 0,13 | 0,03 | 0,03 | ||
| 0,03 | 0,09 | 0,07 | ||
| 0,04 | 0,07 | 0,08 | ||
| 0,08 | 0,1 | 0,03 | ||
| 0,06 | 0,06 | 0,07 | ||
| 0,1 | 0,03 | 0,04 | ||
| 0,07 | 0,05 | 0,09 | ||
| 0,02 | 0,08 | 0,11 | ||
| 0,03 | 0,06 | 0,04 |
6. Определить суммарную абсолютную погрешность позиционирования.
7. Содержание отчета
1 Наименование, цель и краткое содержание работы.
2 Схема установки для определения точности позиционирования.
3 Результаты статистической обработки экспериментальных замеров.
4 Выводы.
Контрольные вопросы.
1 Основные причины возникновения погрешности позиционирования.
2 Составляющие погрешности позиционирования.
3 Методика определения погрешности позиционирования.
4 Способы уменьшения погрешности позиционирования.
5 Влияние погрешности позиционирования на точность установки заготовок в станочные приспособления.
Список рекомендуемой литературы
1 Козырев Ю.Г. Промышленные роботы: Справочник. - М.: Машиностроение 1983. - 374 с.
2 Белянин П.Н. Промышленные роботы и их применение. - М.: Машиностроение, 1983. - 312 с.
3 Современные промышленные роботы. Каталог / Под ред. Ю.Г.Козырева и М.Ш.Шифрина. - М.: Машиностроение, 1984. - 152 с.
Практическая работа №2








