 2015-10-13
2015-10-13 6701
6701Клееные соединения. Клееным называется неразъемное соединение составных частей изделия с применением клея. Действие клеев основано на образовании межмолекулярных связей между клеевой пленкой и поверхностями склеенных материалов.
Клееные соединения применяют для соединения металлических, неметаллических и разнородных материалов, причем в настоящее время имеется тенденция к расширению применения этих соединений. Так, например, клееные соединения применяют в таких ответственных конструкциях, как летательные аппараты и мосты.
Достоинства клееных конструкций заключаются в возможности соединения практически всех конструкционных материалов в любых сочетаниях, любой толщины и конфигурации, причем обеспечивается герметичность и коррозионная стойкость соединений. В отличие от сварных, клееные соединения почти не создают концентрации напряжений, не вызывают коробления деталей и надежно работают при вибрационных нагрузках. По сравнению с другими клееные соединения дешевле, а клееные конструкции обычно легче других при прочих равных условиях.
Недостатки клееных соединений: сравнительно невысокая прочность, в особенности при неравномерном отрыве, относительно невысокая долговечность некоторых клеев («старение»), низкая теплостойкость, необходимость соблюдения специальных мер по технике безопасности (установка приточно-вытяжной вентиляции); для большинства соединений требуется нагрев, сжатие и длительная выдержка соединяемых деталей.
Клеи делят на конструкционные (для прочностных соединений) и неконструкционные (для ненагруженных соединений).
По природе основного компонента различают неорганические, органические и элементоорганические клеи. К неорганическим клеям относят жидкие стекла, применяемые для склеивания целлюлозных материалов.
Существует большое разнообразие конструкционных клеев, отличающихся физико-механическими свойствами и технологией их применения. Наибольшее применение в машиностроении и приборостроении имеют органические клеи на основе синтетических полимеров, например универсальные клеи БФ, технические условия на которые стандартизованы, и эпоксидные клеи с наполнителем и без наполнителя. При необходимости повышенной теплостойкости (до 1000° С) применяют элементоорганические клеи, обладающие сравнительно меньшей эластичностью. Клеи не являются проводниками, поэтому при необходимости обеспечить электропроводность в них добавляют порошкообразное серебро.
Для склеивания деталей требуется механическая и химическая подготовка их поверхностей. Механическую подготовку и пригонку металлических деталей производят на металлорежущих станках или вручную напильником, сложные поверхности подвергают пескоструйной обработке; пластмассовые детали обрабатывают резанием или зачищают наждачной шкуркой. Химическая подготовка заключается в очищении и обезжиривании склеиваемых поверхностей ацетоном, спиртом, бензином или бензолом.
Клей наносят на поверхность кистью или пульверизатором. Прочность клееного соединения в значительной степени зависит от толщины клеевого слоя, которая в основном определяется вязкостью клея и давлением при склеивании. Рекомендуются толщины клеевого слоя для различных клеев в пределах 0,05—0,25 мм; при толщине клеевого шва 0,5 мм и более прочность соединения значительно снижается. Наибольшее влияние на прочность клееного соединения оказывает температура эксплуатационного режима, которая для большинства конструкционных клеев рекомендуется в пределах от минус 60 °С до плюс 80 °С.
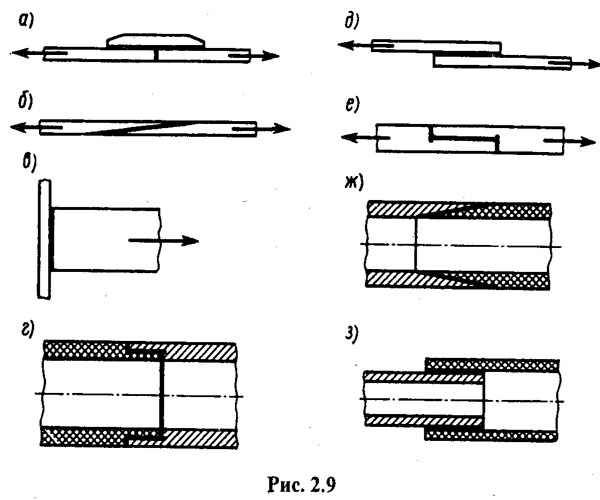
В прочностных клееных конструкциях наиболее распространены стыковые и нахлесточные соединения, примеры которых приведены на рис. 2.9: а — стыковое с накладкой; б — косостыковое; в — стыковое; г — стыковое соединение труб одинакового диаметра; д — нахлесточное; е — нахлесточное шпунтовое; ж — косостыковое соединение труб одного диаметра; з — нахлесточное (телескопическое) соединение труб разного диаметра.
Прочность клееного соединения зависит от площади склеивания. Наиболее прочными являются соединения, работающие на сдвиг или равномерный отрыв, когда напряжения по всей площади склеивания можно полагать распределенными равномерно. При работе на отдирание (неравномерный отрыв) прочность соединения не определяется площадью склеивания, так как оно будет разрушаться последовательными участками; в таких случаях применяют комбинированные соединения — клееклепаные или клеесварные.
Расчетные формулы на сдвиг и отрыв для клееных соединений имеют вид
τ =F/ Ак < [τ]. σр =F/ Ак < [σр],
где F — действующая сила; Ак — площадь склеивания. Допускаемое напряжение на сдвиг [τ] = τв[s], а на отрыв [σр] = σв./S, где для распространенных клеев предел прочности при сдвиге τ в <60 МПа, предел прочности при растяжении σв < 50 МПа, а допускаемый коэффициент запаса прочности [s] = 1,2...1,5.
Паяные соединения. Пайкой называется процесс образования неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления и применения легкоплавкого присадочного материала — припоя. В температуре нагрева состоит принципиальное отличие пайки от сварки. Соединение, образованное пайкой, называется паяным.
В отличие от сварки пайка позволяет соединять детали из разнородных материалов, например, черных и цветных металлов и сплавов, стекла, керамики, графита. Кроме того, паять можно и детали с тонкостенными элементами, где применение сварки недопустимо из-за опасности прожога тонких стенок при сварке. Применение пайки в машиностроении возрастает в связи с широким внедрением новых конструкционных материалов, в том числе высокопрочных легированных сталей, многие из которых плохо свариваются. Примерами применения пайки в машиностроении могут служить радиаторы автомобилей и тракторов, лопатки турбин, топливные и масляные трубопроводы и др.
Пайка является одним из основных видов соединения в приборостроении, в том числе в радиоэлектронике.
Процессы пайки сравнительно легко поддаются механизации и автоматизации. Во многих случаях применение пайки приводит к значительному повышению производительности труда, снижению массы и стоимости конструкций. По прочности паяные соединения уступают сварным.
По признаку взаимного расположения и формы паяемых элементов типы паяных соединений подобны сварным и клееным и носят те же на- звания, а именно: нахлесточное, стыковое, косостыковое, тавровое, телескопическое, комбинированное. Если паяемые элементы соединены по линии или в точке, то соединение называется соприкасающимся.
Многообразные способы пайки можно подразделить на два основных вида (в скобках даны термины ИСО):
низкотемпературная пайка (мягкая пайка), происходящая при температуре, не превышающей 723К (450 °С),
высокотемпературная пайка (твердая пайка), происходящая при температуре, превышающей 723К.
В первом случае применяют оловянно-свинцовые (мягкие) припои, во втором — медно-цинковые и серебряно-медные (твердые) припои. В качестве припоев применяют как чистые металлы, так и сплавы.
Для уменьшения вредного влияния окисления поверхностей при пайке применяют флюсы (на основе буры, хлористого цинка, канифоли); паяют в среде нейтральных газов (аргона) или в вакууме.
Нагрев припоя и деталей при пайке осуществляют паяльником, газовой горелкой, т.в.ч., в термических печах, погружением в ванну с расплавленным припоем и пр. При пайке т.в.ч. или в термической печи припой укладывают в процессе сборки деталей в месте шва в виде проволочных контуров, фольговых прокладок, лент, мелкой дроби или паст в смеси с флюсом.
Перед пайкой паяемые поверхности деталей обезжиривают и очищают от окислов. После подготовки соединяемых деталей к пайке и последующей сборки их обычно подогревают до температуры плавления припоя и в зазоры между ними вводят расплавленный припой.
Паяные швы из мягких припоев малопрочны, поэтому их применяют для соединений ненагруженных, малонагруженных, не подверженных действию ударных нагрузок и вибрацией. Из-за низкой температуры плавления не рекомендуется применять их для соединений, работающих при температуре выше 100 °С. Мягкие припои широко применяют в приборостроении. Твердые припои применяют для соединений, несущих нагрузки. При статических нагрузках применяют припои на медной основе, а для соединений, воспринимающих ударные и вибрационные нагрузки, — припои на серебряной основе.
Расчет на прочность паяных соединений осуществляют по формулам для однотипных сварных и клееных соединений. Допускаемое напряжение на срез можно принимать для паяных швов из оловянно-свинцовых припоев [τ] = 20...З0 МПа, из медно-цинковых припоев [τ'] = 175...230 МПа. Для паяных швов из серебряно-медных припоев предел прочности при растяжении в полтора-два раза больше, чем при срезе и равен 400...600 МПа.

