 2017-12-14
2017-12-14 605
605Заключается в том, что партия изделий обрабатывается на каждой операции целиком и передается на след. операцию только после того как полностью закончится обработка всей партии на предыдущей операции.
Перерывы прослеживания изделий вначале в ожидании обработки, а затем в ожидании передачи на следующую операцию явл-ся основным недостатком этого движения.
Длительность цикла определяется по формуле:
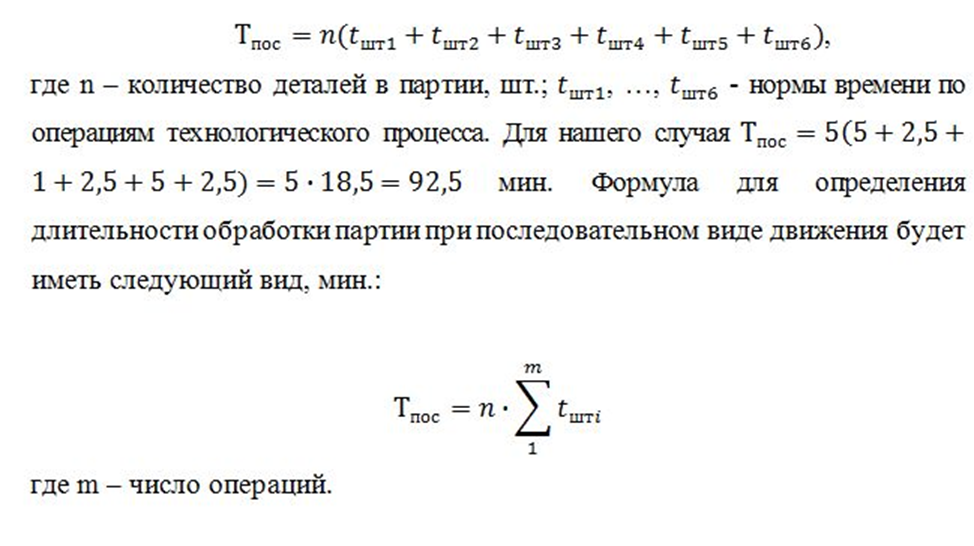 где:
где:
n – кол-во изделий в партии
m – кол-во операций
tшт – время обработки одного изделия на одной операции
Параллельный вид движения предметов труда в процессе производства
Заключается в том, что изделие партии обрабатывается на каждой операции автономно и передается на следующую операцию сразу же после обработки на предыдущей операции.
Хар-ся самой короткой продолжительностью цикла. Недостаток - простой в работе оборудования.
Длительность определяется по формуле:
Тпар= 
tгл – продолжительность наибольшей операции








