 2018-01-08
2018-01-08 7203
7203Сверлением называется процесс образования отверстий в сплошном материале с помощью инструмента, называемого сверлом.
Сверление отверстий - широко распространенная операция в слесарном деле. Применяется для соединения деталей болтами, винтами, заклепками или другими крепежными деталями; получения отверстий под последующее нарезание резьбы; удаления излишнего металла более производительными средствами, чем обрубание или опиливание; выполнения ряда ремонтно-сборочных работ (высверливание детали, которую невозможно выпрессовать и др.).
Рассверливанием называется процесс увеличения диаметра отверстия при помощи сверла.
В зависимости от функционального назначения отверстий они могут обрабатываться с различной степенью точности и иметь переменное сечение.
В процессе сверления под влиянием силы резания режущие поверхности сверла сжимают прилегающие к ним частицы металла, и когда давление, создаваемое сверлом, превышает силы сцепления частиц металла, происходит образование элементов стружки и отделение ее.
При сверлении вязких металлов (сталь, медь, алюминий и др.) отдельные элементы стружки, плотно сцепляясь между собой, образуют непрерывную стружку, завивающуюся в спираль. Такая стружка называется сливной. Если обрабатываемый металл хрупок, например чугун или бронза, то отдельные элементы стружки надламываются и отделяются друг от друга. Такая стружка, состоящая из отдельных разобщенных междусобой элементов (чешуек) неправильной формы, носит название стружки надлома.
В процессе сверления различают следующие элементы резания: скорость резания, глубина резания, подача, толщина и ширина стружки.Главное рабочее движение сверла (вращательное) характеризуется скоростью резания.
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Она обозначается через S и измеряется в мм/об. Сверло имеет две главные режущие кромки.
Правильный выбор подачи имеет большое значение для увеличения стойкости инструмента. Величина подачи при сверлении и рассверливании зависит от заданной частоты и точности обработки, твердости обрабатываемого материала, прочности сверла и жесткости системы станок — инструмент — деталь.
Толщина среза (стружки) а измеряется в направлении, перпендикулярном режущей кромке сверла. Ширина среза измеряется вдоль режущей кромки и равна ее длине.
Таким образом, площадь поперечного сечения стружки становится больше с увеличением диаметра сверла, а для данного сверла — с увеличением подачи.
Обрабатываемый материал оказывает сопротивление резанию и удалению стружки. Для осуществления процесса резания к инструменту должны быть приложены сила подачи Ро, превосходящая силы сопротивления материала осевому перемещению сверла, и крутящий момент Мкр, необходимый для преодоления момента сопротивления М и для обеспечения главного вращательного движения шпинделя и сверла.
Сила подачи Р0 при сверлении и крутящий момент зависят от диаметра сверла D, величины подачи и свойств обрабатываемого материала.
Стойкостью сверла называется время его непрерывной (машинной) работы до затупления, измеряется в минутах.
В процессе резания при сверлении выделяется большое количество тепла. Основная часть тепла уносится стружкой, а остальная распределяется между деталью и инструментом. Для предохранения от затупления и преждевременного износа при нагреве сверла в процессе резания применяют смазывающе-охлаждающую жидкость, которая отводит тепло от стружки, детали и инструмента.
Выбор режимов резания при сверлении заключается в определении такой подачи и скорости резания, при которых процесс сверления детали оказывается наиболее производительным и экономичным.
Теоретический расчет элементов режима резания производится по нормативам, действующим на заводе, или по справочникам в следующем порядке: выбирают подачу, затем подсчитывают скорость резания и по найденной скорости резания устанавливают число оборотов сверла. Затем выбранные элементы режима резания проверяют по прочности слабого звена механизма главного движения и мощности электродвигателя станка.
Обычно в производственных условиях при выборе элементов режима резания, сверления, зенкерования, развертывания и т. д. пользуются готовыми данными технологических карт.
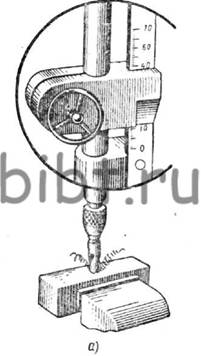
Если приходится сверлить глухое отверстие на определенную глубину, следует после установки и выверки обрабатываемой детали подвести сверло к поверхности детали так, чтобы оно соприкасалось с ней, и в этом положении установить на нуль имеющуюся на станке линейку (рис. а). Следя в процессе сверления за линейкой, можно определить в любой момент, насколько углубилось сверло в металл.
 Другим способом наладки при сверлении на заданную глубину является установка и закрепление на сверле втулки-упора 1 (рис. б). Когда втулка дойдет до поверхности детали 2, это значит, что сверло просверлило отверстие на требуемую глубину.
Другим способом наладки при сверлении на заданную глубину является установка и закрепление на сверле втулки-упора 1 (рис. б). Когда втулка дойдет до поверхности детали 2, это значит, что сверло просверлило отверстие на требуемую глубину.
 При сверлении глубоких отверстий необходимо время от времени выводить сверло из отверстия, чтобы удалить из него стружку. Этим облегчается сверление и улучшается чистота обработки поверхности отверстия.
При сверлении глубоких отверстий необходимо время от времени выводить сверло из отверстия, чтобы удалить из него стружку. Этим облегчается сверление и улучшается чистота обработки поверхности отверстия.
а - сверление глухого отверстия по линейке, б - сверление по втулке-упору: 1 - втулка-упор, 2 - деталь
Если требуется обработать неполное отверстие, расположенное сбоку детали, две детали 4 и 5 (рис. б) устанавливают вместе или устанавливают деталь 1 с прокладкой 3 (рис. а) и сверлят отверстия сверлом 2.
При сверлении глухого отверстия сбоку цилиндрической поверхности детали (рис. в) сначала перпендикулярно оси сверления обрабатывают площадку, после чего сверлят отверстие. Если этого не сделать, сверло может сломаться. При сверлении точных отверстий больших диаметров необходимо предварительно просверлить отверстия сверлом малого диаметра.

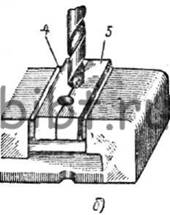

Рис. Установка деталей при сверлении:
а - одной детали, б - двух деталей вместе, в - цилиндрических деталей
В каждом конкретном случае для обработки применяются различные инструменты. Изготовление отверстий производится на сверлильных станках. Закреплённому в патроне станка инструменту сообщается вращательное и поступательное движение. Для формирования отверстия необходимой формы применяются следующие инструменты: сверло, зенкер, развёртка, мечик.
Типы свёрл
Свёрла по своим конструктивным особенностям и назначению подразделяются на спиральные, центровые и специальные.
Спиральные свёрла наиболее широко используются для обработки отверстий в сплошном материале и для рассверливания отверстий. Спиральное сверло — двузубый (двулезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла диаметром от 6 до 80 мм. Эти хвостовики образуются конусом Морзе. Он предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.
 Конус Морзе
Конус Морзе

Спиральное сверло Спиральное сверло
с коническим хвостовиком с цилиндрическим хвостовиком
 Свёрла с коническим хвостовиком крепятся непосредственно в шпинделе сверлильного станка или переходной конической втулке (рис. а,б). Свёрла с цилиндрическим хвостовиком крепятся в кулачковом или цанговом патронах (рис. в,г).
Свёрла с коническим хвостовиком крепятся непосредственно в шпинделе сверлильного станка или переходной конической втулке (рис. а,б). Свёрла с цилиндрическим хвостовиком крепятся в кулачковом или цанговом патронах (рис. в,г).

а б в г
Свёрла с цилиндрическим хвостовикомимеют две винтовые канавки, расположенные одна против другой. Их назначение — отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки.
Форма канавки и угол наклона ω между направлением оси сверла и касательной к ленточке должны быть такими, чтобы, не ослабляя сечения зуба, обеспечивалось достаточное стружечное пространство и легкий отвод стружки. Однако сверла (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляются. Поэтому у сверл малого диаметра этот угол делается меньше, для сверл больших диаметров — больше. Угол наклона винтовой канавки сверла составляет 18 — 45°. Для сверления стали пользуются сверлами с углом наклона канавки 18 — 30°, для сверления хрупких металлов (латунь, бронза) — 22 — 25°, для сверления легких и вязких металлов — 40 — 45°, при обработке алюминия, дюралюминия и электрона — 45°.
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы происходит против хода часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит по ходу часовой стрелки). Левые сверла применяют редко. Левые и правые сверла отличаются не только канавкой, а и направлением вращения при работе.
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называют ленточками. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 — 0,5 мм выполняются без ленточек.
 Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 — 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,03 — 0,15 мм на длине пластинки.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 — 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,03 — 0,15 мм на длине пластинки.
Зуб — это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Зуб сверла имеет спинку, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части.
Поверхность канавки, воспринимающая давление стружки, называется передней поверхностью.Геометрические параметры режущей части спирального сверла поверхностью. Линия пересечения передней и задней поверхностей образует режущую кромку. Линия, образованная пересечением задних поверхностей, представляет поперечную кромку. Ее величина зависит от диаметра сверла (в среднем 0,13 диаметра сверла).
Режущие кромки соединяются между собой на сердцевине (сердцевина — тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).
 Центровые свёрла применяются для сверления центровых отверстий в деталях типа тел вращения. Отверстия используются для крепления и центровки заготовки с помощью конусов (центров) закреплённых в шпиндельной головке токарного станка и задней бабке.
Центровые свёрла применяются для сверления центровых отверстий в деталях типа тел вращения. Отверстия используются для крепления и центровки заготовки с помощью конусов (центров) закреплённых в шпиндельной головке токарного станка и задней бабке.
 Специальные свёрла применяют для сверления глубоких отверстий. Сверла имеют центральный канал (3) (отверстие) через который подаётся охлаждающая жидкость и вымывается стружка из зоны резания. На Рис. (г) приведена конструкция однолезвийного сверла с напаянной режущей пластиной 1 и двумя направляющими пластинами 2. Сквозные отверстия большого диаметра обрабатывают кольцевыми свёрлами (рис. д), на торцах которых закреплены режущие пластины 4, ширина которых больше толщины стенок.
Специальные свёрла применяют для сверления глубоких отверстий. Сверла имеют центральный канал (3) (отверстие) через который подаётся охлаждающая жидкость и вымывается стружка из зоны резания. На Рис. (г) приведена конструкция однолезвийного сверла с напаянной режущей пластиной 1 и двумя направляющими пластинами 2. Сквозные отверстия большого диаметра обрабатывают кольцевыми свёрлами (рис. д), на торцах которых закреплены режущие пластины 4, ширина которых больше толщины стенок.
Зенкеры предназначены для обработки отверстий в литых и штампованных заготовках, а также для рассверливания предварительно обработанных отверстий. По конструктивным признакам зенкеры бывают цилиндрические (рис. а), конические (рис. б) и торцевые (рис. в). В отличие от сверла они имеют три или четыре режущих лезвия. Как и сверло, зенкер имеет рабочую зону 6 состоящую из режущей (заборной) части 1 и направляющей части 5. Хвостовик 4 имеет плоскую лапку 3 и связан с рабочей частью шейкой 2. По способу крепления зенкеры подразделяются на цельные, с коническим или цилиндрическим хвостовиком (рис. а,б) и насадные (рис. в).
Развёртки предназначены для окончательной обработки отверстий и обеспечивают точность и повышенную чистоту поверхности. В зависимости от формы обрабатываемого отверстия развёртки бывают цилиндрические Рис.6.19 (г) и конические Рис.6.19 (д), по способу крепления с коническим хвостовиком и насадные Рис.6.19 (е). В отличие от зенковок развёртки имеют от 6 до 12 главных режущих лезвий расположенных на режущей, конической, части 7, калибрующая часть 8 служит для центровки развёртки в отверстии и обеспечивает необходимую точность и чистоту поверхности.
Метчики предназначены для нарезания внутреннихрезьб и изготавливают из быстрорежущей стали Р18 Рис.6.19 (ж). Метчиками нарезают как цилиндрическую, так и коническую резьбу. На внешней поверхности метчика изготовлена резьба с прорезанными продольными пазами для вывода стружки. Рабочая поверхность метчика имеет режущую часть 9 и калибрующую 10. Процесс формирования резьбы осуществляется в основном режущей частью метчика, калибрующая часть производит окончательную доводку резьбы до требуемой чистоты и точности профиля. По своему назначению метчики делятся на гаечные, машинные и ручные. 
Зенкеры, развертки, метчики

