 2018-01-08
2018-01-08 3603
3603Сверлильный станок – это устройство, служащее для формирования отверстий в деталях из различных материалов. Технические возможности современных станков данной категории позволяют использовать их не только для создания отверстий, диаметр которых доходит до 100 мм, но и для выполнения целого перечня других технологических операций.
Рассмотрим конструкцию на примере бытового сверлильного станка.
Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.
Базовыми элементами сверлильного станка выступают:
· шпиндельная бабка, в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента;
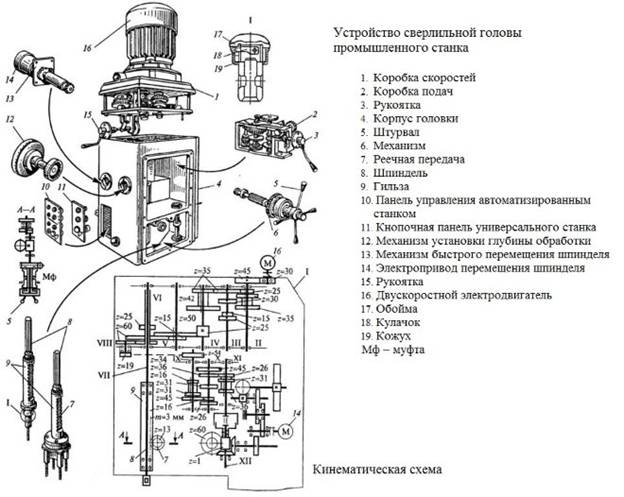
· сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу;
· несущая стойка-колонна, на которой монтируется сверлильная головка оборудования;
·  массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).
массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).
Технологические операции, для которых предназначен вертикальный сверлильный станок, выполняются за счет двух движений шпинделя: основного и вспомогательного. Первое движение – это вращение шпиндельного узла, а второе – его перемещение в вертикальном направлении. Свое название вертикально-сверлильный станок как раз и получил за то, что его шпиндель совершает движение подачи в вертикальном направлении. За выполнение такого движения отвечает специальная ручка-штурвал, расположенная на боковой части корпуса аппарата.
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Производственные сверлильные станки представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.
К производственным сверлильным станкам относятся устройства следующих категорий:
Станки настольного типа. Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.
Вертикально-сверлильные (колонные) станки. Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
Радиально-сверлильные аппараты. Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности. Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Координатно-сверлильные устройства. Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
Горизонтально-сверлильные аппараты. На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Центровальные станки. Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
Многошпиндельные станки. На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
Комбинированные станки. На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.
Подача режущего инструмента напромышленном сверлильном оборудовании может выполняться не только вручную, но и в автоматическом режиме. Практически на любом из таких станков предусмотрена возможность регулирования скорости вращения шпиндельного узла и величины подачи, за что отвечают коробка скоростей и коробка подач соответственно.
Настольные сверлильные станки профессионального класса отличаются от бытовых моделей высокоточными комплектующими, начиная от опорных подшипников и заканчивая патроном
Поскольку такие станки используются более интенсивно и для решения ответственных задач, их кинематическая схема отличается более сложным и надежным исполнением. Во многих из современных моделей данных аппаратов предусмотрена опция автоматического реверсирования направления подачи и вращения режущего инструмента в тот момент, когда он достигает требуемой глубины обработки.
 Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
В последнее время промышленные предприятия активно оснащаются сверлильными станками, работой которых управляет система ЧПУ. Преимуществом использования такого оборудования является то, что в них автоматизированы основные и вспомогательные технологические операции, что позволяет значительно повысить их производительность по сравнению с моделями, управляемыми вручную.
Промышленные станки сверлильной группы, как уже говорилось выше, способны выполнять различные технологические операции:
· обработку отверстий с использованием зенкера;
· снятие фасок в верхней части отверстий, формирование цилиндрических и конических углублений – зенкование;
· обработка отверстий при помощи цековки;
· нарезание внутренней резьбы;
· обработка отверстий при помощи резца – растачивание;
· финишная обработка отверстий при помощи шариковых или роликовых инструментов – выглаживание;
· обработка деталей при помощи фрезерного инструмента (формирование пазов и др.).
4. Список использованной литературы:
1. Н. И. Макиенко «Слесарное дело»
2. Марки стали и сплавов
http://mashinform.ru/marochnik/stal-dlia-otlivok/10x18n9bl-byvsh-x18n9bl-obj279.html
3. Описание фланцев
http://www.ckck.ru/stati/opisanie-flanczev.html
4. Сверление отверстий по кондуктору http://tepka.ru/Praktikum_po_slesarnomu_delu/8.5.html
5. Кондуктор для сверления
http://blog.vam3d.com/?p=157
6. Устройство и особенности эксплуатации сверлильных станковhttp://met-all.org/oborudovanie/stanki-sverlilnye/sverlilnyj-stanok-ustrojstvo-nastolnyj.html
Содержание
1. Содержание задания
2. Конструкция приспособления
2.1. Требования к приспособлению
2.2. Описание конструкции приспособления и его работа
2.3. Технологический процесс изготовления фланца
2.4. Обоснование выбора материала и типа заготовок
3. Обработка заготовок на сверлильных станках
3.1. Характеристика метода обработки сверлением
3.2. Типы свёрл
3.3.Устройство и особенности эксплуатации сверлильных станков
4. Список использованной литературы

