 2018-01-08
2018-01-08 455
455Для строительной промышленности на профилегибочных станах изготавливаются рамы и оконные переплеты, конструкции легких строений, рифленые листы, панелй, водосточные желоба, металлочерепицу и др.
Описанные выше методы листовой штамповки являются статическими либо квазистатическими, т.е. скорость нарастания нагрузки и движения рабочего инструмента в них невелики. Известны также высокоскоростные, или импульсные, методы листовой штамповки, которые характеризуются мгновенным приложением больших нагрузок, что разгоняет заготовку до скоростей 150 м/с, и последующее деформирование происходит за счет кинетической энергии, накопленной в период разгона. В промышленности широко применяются взрывная и магнитно-импульсная (электромагнитная) штамповки.
Для штамповки взрывом характерны высокие давления (около 3000 МПа), прилагаемые к заготовке в течение тысячных долей секунды. Штамповка взрывом применяется для вытяжки, отбортовки, раздачи и обжима труб, формовки ребер жесткости, калибровки, правки, вырубки и других операций.
Схема вытяжки взрывом показана на рис. 17.61. Заготовка 3 укладывается на матрицу 2 и прижимается к ней прижимом 4.
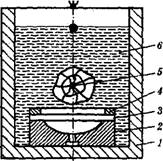 Рис. 17.61.Схема вытяжки взрывом
Рис. 17.61.Схема вытяжки взрывом
|
Над заготовкой помещают заряд взрывчатых веществ 5, бассейн 1 заливают водой 6. При взрыве заряда возникший газовый шар возбуждает в воде ударную волну, давление которой через слой воды передается на поверхность заготовки. Часть энергии ударной волны расходуется на придание заготовке ускорения, часть на пластическую деформацию.
Магнитно-импульсная штамповка осуществляется только одним инструментом — пуансоном или матрицей. Функции второго инструмента выполняет магнитное поле, что позволяет изготовлять детали сложных форм. Кратковременность приложения нагрузки и высокие скорости деформирования обеспечивают возможность изготовления инструмента из конструкционных сталей и пластмасс, благодаря чему стоимость инструмента снижается более чем в 2 раза.
Установка для магнитно-импульсной штамповки (рис. 17.62) состоит из источника энергии, высоковольтного зарядно-выпря-
з
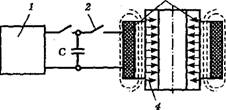 Рис. 17.62.Схема магнитно-импульсной штамповки
Рис. 17.62.Схема магнитно-импульсной штамповки
|
мительного устройства 1, батареи конденсаторов С, коммутирующего устройства 2 и катушки индуктивности (индуктора) 3. При разряде электрической энергии, предварительно накопленной в батарее конденсаторов установки, на индукторе вокруг его токопроводных элементов образуется мощный импульс переменного магнитного поля. Применение импульсного магнитного поля для штамповки основано на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенке обрабатываемой детали при пересечении их силовыми линиями магнитного поля, и самим импульсным полем, в результате чего возникают импульсные механические силы, деформирующие заготовку. Магнитное поле, заключенное между индуктором 3 и заготовкой 4, оказывает давление как на заготовку, так и на индуктор. На пути перемещения заготовки установлен технологический инструмент (матрица, пуансон), с помощью которого заготовке придается необходимая форма.
Технологические операции магнитно-импульсной штамповки осуществляют в основном по двум схемам: обжим и раздача. На рис. 17.63 даны схемы взаимного расположения обмотки индуктора 1, инструмента 2 и изделия 3. Стрелками показано направление магнитных силовых линий-
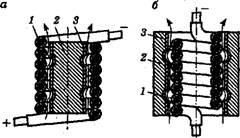 Рис. 17.63.Схемы взаимного расположения обмотки индуктора, матрицы-оправки и заготовки: а — обжим; б — раздача
Рис. 17.63.Схемы взаимного расположения обмотки индуктора, матрицы-оправки и заготовки: а — обжим; б — раздача
|
Магнитно-импульсной штамповкой можно получать не только трубчатые, но и плоские изделия, а также выполнять сборочные операции путем пластического деформирования одной детали по контуру другой: соединение концов труб, запрессовку в трубах колец и фланцев, соединение втулки со стержнем и т.д.








