 2018-01-08
2018-01-08 1467
1467d0=A-K(rM+S/2)-2ft,
где!)! — наружной диаметр борта; гм — радиус закругления матрицы; S — толщина заготовки; h — высота борта.
Обжим (рис. 17.46, б) — уменьшение периметра поперечного сечения полой заготовки. В очаге деформации толщина стенки изделия несколько увеличивается. Во избежание образования продольных складок в обжимаемой части необходимо соблюдать коэффициент обжима
К=~- = 1,2...1,4,
Дет
где £заг, dm— диаметр заготовки и детали.
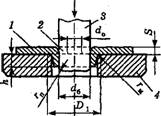 |
Рельефная формовка (рис. 17.46, б) — образование рельефа в листовой заготовке путем ее местного деформирования.
 Рис. 17.46. Схемы формообразующих операций: а — отбортовки; б — обжима; в — формовки; 1 — изделие; 2 — заготовка; 3 — пуансон; 4 — матрица; 5 — подставка-упор; 6 — резиновая подушка Рис. 17.46. Схемы формообразующих операций: а — отбортовки; б — обжима; в — формовки; 1 — изделие; 2 — заготовка; 3 — пуансон; 4 — матрица; 5 — подставка-упор; 6 — резиновая подушка |
Холодную листовую штамповку осуществляют в основном на кривошипных прессах. По технологическому признаку механические прессы разделяют на прессы простого, двойного и тройного действия (соответственно одно-, двух- и трехползунные). Кинематическая схема кривошипного листоштамповочного пресса простого действия во многом аналогична схеме кривошипного горячештамповочного пресса.
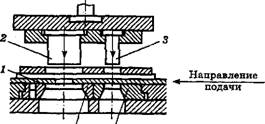
Пресс двойного действия (рис. 17.47) предназначен для глубокой вытяжки крупных деталей. Он имеет два ползуна — внутренний 3 с приводом от кривошипа и наружный 2 с приводом от кулачков 1, закрепленных на валу. Вначале наружный ползун обгоняет внутренний и прижимает фланец заготовки к матрице. Во время вытяжки пуансоном, закрепленным на внутреннем ползуне, наружный ползун неподвижен. По окончании вытяжг ки ползуны поднимаются.
 |
Рис. 17.47. Схема однокривошипного пресса двойного действия
Для холодной штамповки крупногабаритных изделий используют гидравлические прессы.
В качестве инструмента при холодной листовой штамповке используют штампы. Они состоят из блоков деталей и рабочих частей — матриц и пуансонов. Рабочие части непосредственно деформируют заготовку. Детали блока (верхняя и нижняя плиты, направляющие колонки и втулки) служат для опоры, направления и крепления рабочих частей штампа. По технологическому признаку различают штампы простого, последовательного и совмещенного действия.
В штампе простого действия (рис. 17.48) за один ход ползуна выполняется одна операция, поэтому его называют одноопера- ционным. Нижней плитой штамп устанавливают на стол пресса и крепят к нему болтами и скобами, верхнюю плиту небольших штампов крепят к ползуну с помощью хвостовика, а верхнюю плиту крупных штампов крепят к ползуну так же, как и нижнюю плиту, к столу пресса. Полосу или ленту подают в штамп между направляющими линейками до упора, который ограничивает шаг подачи полосы или ленты. Для снятия высечки с пуансона служит съемник.
 12 з 4 5 Рис. 17.48. Штамп простого действия для вырубки: 1 — съемник; 2 — направляющие линейки; 3 — упор; 4 — матрица; 5 — матрица-держатель; 6 и 10 — нижняя и верхняя плиты; 7 — направляющая колонка; 8 — направляющая втулка; 9 — пуансонодержатель; 11 — хвостовик; 12 — пуансон 12 з 4 5 Рис. 17.48. Штамп простого действия для вырубки: 1 — съемник; 2 — направляющие линейки; 3 — упор; 4 — матрица; 5 — матрица-держатель; 6 и 10 — нижняя и верхняя плиты; 7 — направляющая колонка; 8 — направляющая втулка; 9 — пуансонодержатель; 11 — хвостовик; 12 — пуансон |
В штампе последовательного действия за один ход ползуна выполняют одновременно две или больше операций в различных позициях, а заготовка после каждого хода пресса перемещается на шаг подачи. На рис. 17.49 представлена схема штампа последовательного действия для пробивки и вырубки. За каждый ход пресса происходит подача заготовки до упора 1, затем пуансон 3 пробивает отверстие в заготовке, а пуансон 2 при следующем ходе пресса производит вырубку детали.
В штампе совмещенного действия (рис. 17.50) за один ход ползуна пресса две и более операции выполняются в одной позиции без перемещения заготовки в направлении подачи. При движении
 |
| Рис. 17.49.Штамп последовательного действия для пробивки и вырубки: 1 — упор; 2 — пуансон вырубки; 3 — пуансон пробивки; 4 — матрица пробивки; 5 — матрица вырубки |
 Рис. 17.50. Схема штампа совмещенного действия для вырубки и вытяжки: 1 — упор; 2 — прижим; 3 —съемник; 4 — выталкиватель; 5 — пуансон вырубки и матрица вытяжки; 6 — полоса; 7 — пуансон вытяжки; 8 — матрица вырубки; 9 — отход; 10 — вырубленная заготовка; 11 — начало вытяжки; 12 — изделие Рис. 17.50. Схема штампа совмещенного действия для вырубки и вытяжки: 1 — упор; 2 — прижим; 3 —съемник; 4 — выталкиватель; 5 — пуансон вырубки и матрица вытяжки; 6 — полоса; 7 — пуансон вытяжки; 8 — матрица вырубки; 9 — отход; 10 — вырубленная заготовка; 11 — начало вытяжки; 12 — изделие |
ползуна вниз пуансон 5 и матрица 8 производят вырубку заготовки из полосы 6, а пуансон 7 — одновременно вытяжку изделия в матрице 5. Последовательность операций вытяжки обозначены на рисунке позициями 10...12.
Штампы последовательного n совмещенного действия называют многооперационными. Они производительнее одноопера- ционных, но сложнее и дороже в изготовлении. Их используют в крупносерийном и массовом производстве.








