 2018-01-08
2018-01-08 815
815В современном сварочном производстве значительное место занимает дуговая сварка в защитных газах, при которой электрическая дуга и расплавленный металл сварочной ванны защищены от атмосферного воздуха струей защитного газа.
К особенностям сварки в защитных газах относятся:
□ высокая степень концентрации дуги, обеспечивающая минимальную зону структурных превращений и относительно небольшие деформации изделий;
□ высокая производительность;
□ высокоэффективная защита расплавленного металла;
□ возможность наблюдения за дугой и сварочной ванной;
□ возможность сварки металлов различной толщины в диапазоне от десятых долей миллиметра до десятков миллиметров;
□ широкая возможность механизации и автоматизации;
□ отсутствие флюсов и покрытий электрода, а следовательно, и необходимости очистки сварных швов;
□ возможность сварки в различных пространственных положениях.
Разновидности процесса сварки в защитных газах классифицируются по составу защитимых газов, типу электрода и степени механизации. В качестве защитной среды применяют:
□ инертные газы — аргон (Аг) и гелий (Не);
□ активные газы — углекислый газ (С02), азот (N2);
□ смеси Аг + Не, Аг + Н2, Аг + 02, Аг + С02, С02 + 02, Аг + 02 +
+ со2.
Наиболее часто применяют Аг и СОа.
Сварка в защитных газах выполняется неплавящимся и плавящимся электродом. При сварке неплавящимся электродом (рис. 19.19, а) дуга горит между вольфрамовым или угольным электродом и свариваемым изделием. Сварка может производиться с присадочной проволокой и без нее, если шов формируется за счет расплавления кромок свариваемых деталей.
При сварке плавящимся электродом (рис. 19.19, б) дуга горит между свариваемым изделием и электродной проволокой, непрерывно подаваемой через сварочную горелку в зону дуги. Сварка плавящимся электродом производится полуавтоматическим (перемещение горелки вдоль свариваемых кромок осуществляется вручную, а подача электродной проволоки и защитного газа — автоматически) и автоматическим (Перемещение горелки, подача проволоки и газа осуществляются автоматически) способами.
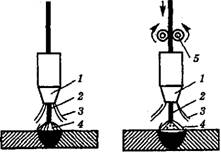 Рис. 19.19. Схемы дуговой сварки в защитных газах: а — неплавящимся электродом; б — плавящимся электродом (1 — сварочная горелка; 2 — электрод; 3 — защитный газ; 4 — электрическая дуга;
5 — подающие ролики)
Рис. 19.19. Схемы дуговой сварки в защитных газах: а — неплавящимся электродом; б — плавящимся электродом (1 — сварочная горелка; 2 — электрод; 3 — защитный газ; 4 — электрическая дуга;
5 — подающие ролики)
|
Дуговая сварка в инертных газах в основном используется при изготовлении конструкций из коррозионно-стойких, жаропрочных сталей, алюминиевых, магниевых, никелевых и медных сплавов, титана и его сплавов, циркония, молибдена, тантала и других металлов.
Наиболее широкое применение в промышленности нашла сварка в углекислом газе плавящимся электродом. Главная особенность этого способа заключается в применении электродной проволоки с повышенным содержанием элементов — раскисли- телей (Мп, Si и др.), компенсирующих их выгорание в зоне сварки.
Наряду с преимуществами сварка в углекислом газе имеет некоторые недостатки: повышенное разбрызгивание металла в процессе сварки и не всегда удовлетворительный вид сварного шва.
Для сварки используется пищевой и сварочный С02 чистотой 98,5...99,5 %, поставляемый к месту сварки в баллонах в жидком состоянии или по технологическим газопроводам. Углекислый газ не имеет цвета, обладает едва ощутимым запахом, тяжелее воздуха. В стандартный баллон емкостью 40 л заливается 25 кг жидкой углекислоты.
Для большинства углеродистых и низколегированных сталей рациональными пределами содержания элементов в электродной проволоке являются 0,06...0,12 % углерода, 0,6...1,0 % кремния и 1,4...2,4 % марганца. Наибольшее применение получили проволоки марок Св-08ГС (0,10 % С, 1,40... 1,70 % Мп, 0,60...0,85 % Si) иСв-08Г2С(0,5...0,11 % С, 1,80...2,10 % Мп, 0,70...0,95 % Si). Кроме того, в этих проволоках содержится 0,20 % хрома, 0,25 % никеля, а также не более 0,025 % серы и 0,030 % фосфора.
Для сварки других легированных сталей, как правило, применяется проволока, сходная по составу с основным металлом.
Основными параметрами режима сварки в углекислом газе является род тока (переменный или постоянный), полярность и величина тока, напряжение дуги, диаметр и скорость подачи проволоки, расход газа, вылет электрода, скорость сварки.
Сварка может производиться на постоянном токе прямой и обратной полярности, а также на переменном токе с применением специальных устройств для стабилизации горения дуги. Однако практическое применение нашла сварка на постоянном токе обратной полярности, так как в этом случае дуга горит более стабильно и с меньшим разбрызгиванием. Для питания дуги используются источники тока с жесткой или возрастающей внешней вольт-амперной характеристикой.
Напряжение дуги является основным параметром реясима сварки, определяющим длину дуги и качество металла шва. Изменение напряжения и длины дуги влияет на разбрызгивание, наличие пор, внешний вид и в делом на качество щва.
Скорость сварки в углексилом газе в зависимости от сочетания параметров режима сварки изменяется от 20 до 80 м/ч.

|
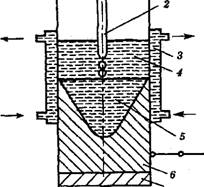 Рис. 19.20. Схема процесса электрошлаковой сварки
Рис. 19.20. Схема процесса электрошлаковой сварки
|
Для сварки в углекислом газе используют полуавтоматические и автоматические установки.








