 2018-01-08
2018-01-08 768
768Притиркой называют метод отделочной обработки поверхностей притиром с нанесенной на его поверхность пастой, состоящей из мелкого абразивного порошка и связующей жйдкости. Притиркой поверхностей устраняют незначительные отклонения от геометрической формы и размеров и уменьшают шероховатость поверхности. Инструментом служат притиры соответствующей геометрической формы, изготавливаемые из более мягкого материала (например, из серого чугуна, бронзы, меди, дерева). Абразивные порошки делают из электрокорунда, карбида кремния, карбида бора и оксида хрома. Притирочные пасты состоят из абразивных порошков и химически активных веществ (олеиновой или стеариновой кислоты). Связующими жидкостями служат машинное масло, керосин, стеарин, вазелин.
Абразив внедряется в поверхность притира и удерживается в ней, в результате чего каждое абразивное зерно может снимать весьма тонкую стружку. Поэтому притир можно рассматривать как очень точный абразивный инструмент. Притир или заготовка в процессе обработки должны совершать разнонаправленные движения. Микронеровности поверхности при притирке сглаживаются за счет совокупного воздействия на заготовку абразивных зерен и химически активных веществ.
Схема притирки наружной цилиндрической поверхности приведена на рис. 23.3. Притир 1 представляет собой втулку с прорезями, которые необходимы для полного прилегания притира под действием силы Р к обрабатываемой заготовке 2 по мере ее обработки. Притиру сообщается возвратно-поступательное движение v2и одновременно возвратно-вращательное движение
Притирка может осуществляться вручную или на металлорежущих станках.
Хонингование
Хонингованием называют метод отделочной обработки поверхностей мелкозернистыми абразивными брусками. Этим методом могут обрабатываться как внутренние, так и наружные поверхности тел вращения, но на практике он применяется главным образом для отделки внутренних поверхностей гильз, блоков цилиндров.
 Рис. 23.3. Схема притирки
Рис. 23.3. Схема притирки
|
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, оно устраняет конусообраз- ность и овальность отверстий, но не исправляет положение осей из-за шарнирного соединения хона со шпинделем станка. Поверхность неподвижной заготовки 1 обрабатывают мелкозернистыми абразивными брусками 2, которые закрепляют в хонинговаль- ной головке (хоне) 3 (рис. 23.4, а). Бруски вращаются и одновременно возвратно-поступательно перемещаются вдоЛь оси обрабатываемого цилиндрического отверстия. Соотношение скоростей vt:v2указанных движений составляет 1,5...10 и определяет условия резания. В результате совмещения движений на обрабатывав-
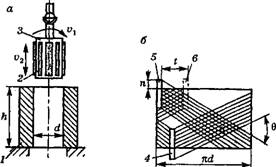 Рис. 23.4.Схема хонингования отверстий: а — схема процесса; б — развертка обработанной поверхности
Рис. 23.4.Схема хонингования отверстий: а — схема процесса; б — развертка обработанной поверхности
|
мой поверхности образуется мелкая сетка пересекающихся рисок от абразивных зерен. Эта сетка хорошо удерживает смазку.
На рис. 23.4, б приведена развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.,Угол 0 пересечения рисок от абразивных зерен зависит от соотношения v1:v2■ Нижние 4 и верхние 5 положения абразивных брусков устанавливают так, что создается перебег п. Совершая вращательное движение, бруски при каждом двойном ходе начинают резание с новых положений 6, учитывающих смещенияt,в результате чего исключается наложение траекторий абразивных зерен.
Абразивные бруски раздвигаются в радиальном направлении изнутри хона, что обеспечивает их постоянный контакт с обрабатываемой поверхностью. Хонингование проводят при обильном охлаждении зоны резания смазочно-охлаждающими жидкостями.








