 2018-01-08
2018-01-08 2472
2472Монтажные узлы. Наиболее технологичными считаются узлы, выполненные с применением болтов грубой и нормальной точности (рис. 9,а, 10,а). При этом в изготовленной ферме не должно быть плюсовых допусков по длине. Возможные зазоры между опорными листами фермы и колонной выбирают прокладками.
Верхний монтажный узел может быть осуществлен на болтах или на сварке. Болтовое соединение (рис. 9,а) применяют
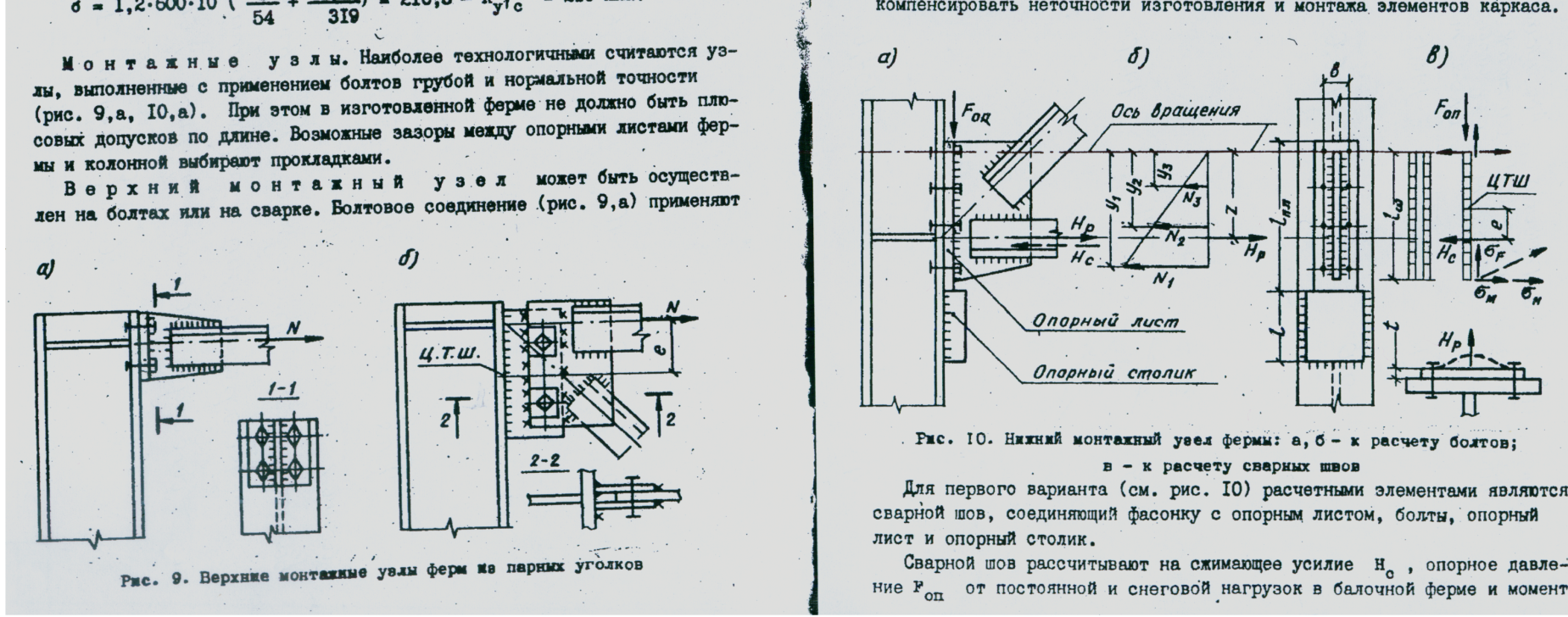
при таком растягивающем усилии, когда по расчету требуется не более 4-6 болтов диаметром 24 мм.
В действующей серии стропильных ферм из уголков опорный узел решается путем приварки вертикальной, развитой по высоте, фасонки к опорному листу колонны (рис. 9,6). Узел имеет компенсационный зазор, обеспечивающий точность сборки и наложение монтажных швов. Швы рассчитывают на силу Nи момент мM= Nе по формуле прочности на сжатие с изгибом:
где  - расчетная длина вертикального шва.
- расчетная длина вертикального шва.
В формуле учтены два вертикальных шва. При невозможности наложения двух швов применяют дополнительную накладку (рис. 9,6).
Нижний монтажный узел может быть выполнен по двум схемам (см. рис. 10 и II). Вторая схема (рис. II) признана более технологичной на монтаже [8], так как имеет зазор, позволяющий компенсировать неточности изготовления и монтажа элементов каркаса.
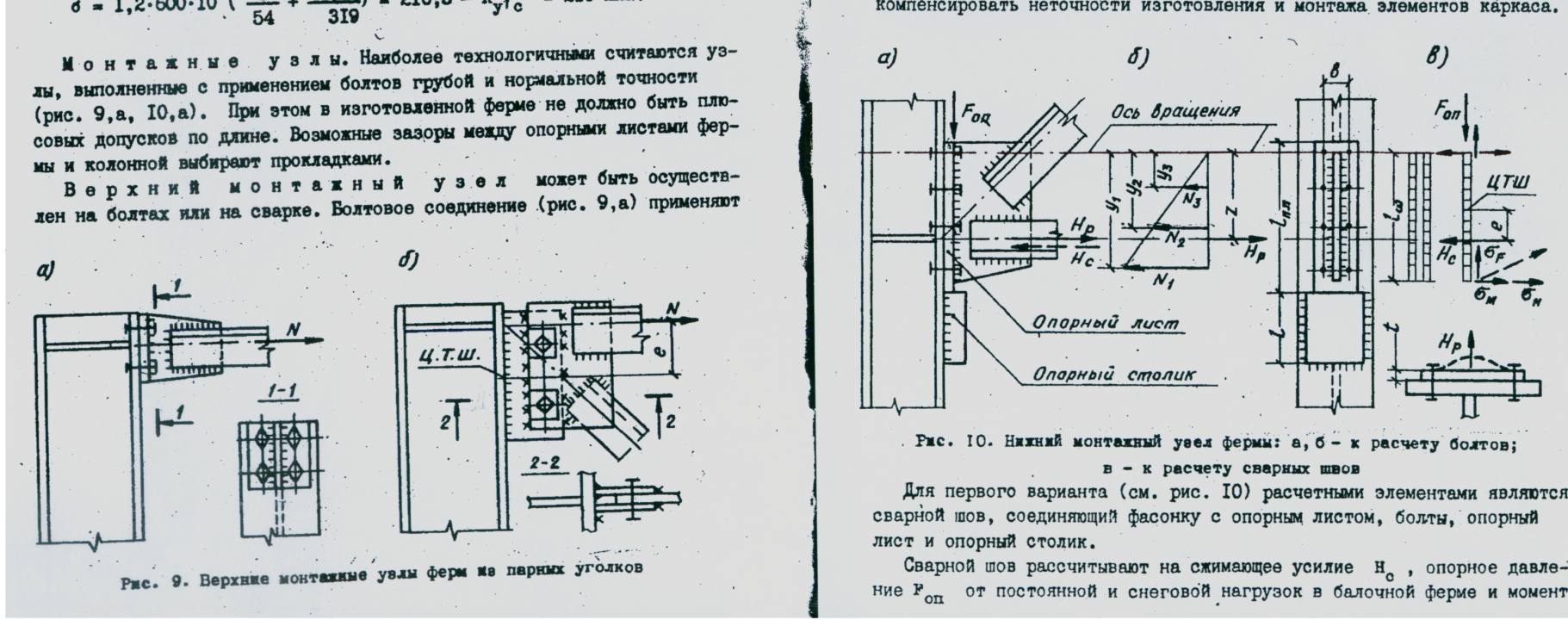
Для первого варианта (см. рис. 10) расчетными элементами являются: сварной шов, соединяющий фасонку с опорным листом, болты, опорный лист и опорный столик.








