 2018-01-21
2018-01-21 4097
4097Утверждаю
Ректор университета
__________О.Н. Федонин
«_____»_________2017 г.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ОБРАБОТКИ ЗАГОТОВОК
К выполнению лабораторной работы № 9
Для студентов очной и заочной формы обучения
По всем направлениям подготовки
Издание 4-е, переработанное и дополненное
Брянск 2017
УДК 621.946.025.7
Технология конструкционных материалов. Технологический процесс обработки заготовок на сверлильных станках: методические указания к выполнению лабораторной работы № 9 для студентов очной и заочной формы обучения по всем направлениям подготовки - 4-е изд., испр. и доп. – Брянск: БГТУ, 2017г.- 14 с.
Разработала
Е.В. Ковалева,
канд. техн. наук, доц.
Рекомендовано кафедрой «Триботехническое материаловедение и технологии материалов» БГТУ (протокол № 2 от 28.04.17)
Методические указания публикуются в авторской редакции
Печатается по изданию: Обработка заготовок на сверлильных станках: методические указания к выполнению лабораторной работы
№ 10 для студентов очной формы обучения всех специальностей. - Брянск, 2009г.
ЦЕЛЬ РАБОТЫ
Цель работы - ознакомиться с применением станков сверлильной группы, инструментами и особенностями технологии обработки отверстий на вертикально-сверлильных станках.
Продолжительность работы - 2 часа.
КРАТКАЯ ХАРАКТЕРИСТИКА СВЕРЛИЛЬНЫХ СТАНКОВ
Сверлильные станки относятся ко второй группе станков. Эти станки предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, зенкования, цекования, притирки отверстий и т. п.
Основные типы сверлильных станков:
- вертикально-сверлильные;
- одношпиндельные полуавтоматы;
- многошпиндельные полуавтоматы;
- радиально-сверлильные;
- горизонтально-сверлильные.
Наибольшее распространение получили вертикально-сверлильные и горизонтально-сверлильные станки.
Вертикально-сверлильные станки применяют для обработки отверстий в деталях сравнительно небольшого размера. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.
На вертикально-сверлильных станках ось вращения шпинделя
расположена вертикально. Совмещение оси вращения инструмента с осью отверстия достигается путем перемещения заготовки на столе станка.
Общий вид вертикально-сверлильного станка представлен на рис. 1.
Станина 3 имеет вертикальные направляющие, по которым перемещается стол 2 и шпиндельная бабка 5, несущая шпиндель 4. На шпиндельной бабке расположены электродвигатель 15, механизмы привода главного движения и подач, механизм включения и отключения вращения шпинделя и органы управления. Управление коробками скоростей и подач осуществляется рукоятками 7, 16; ручная подача – штурвалом 8. Глубину обработки контролируют по лимбу 10. Фундаментная плита 1 служит опорой станка. Стол 2 перемещают по направляющей станины 3.
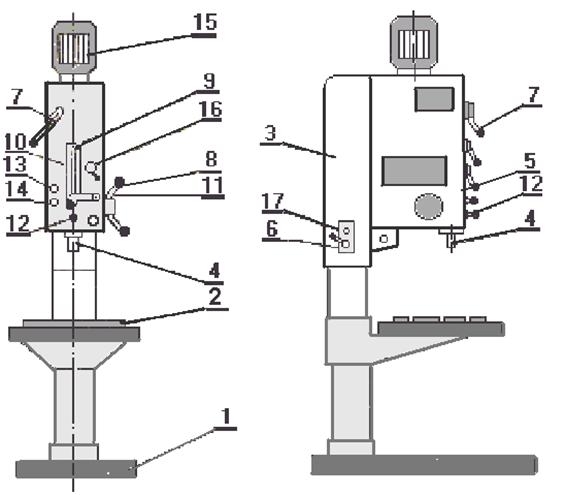
Рис. 1. Схема вертикально-сверлильного станка:
1 – плита; 2 – стол; 3 – станина; 4 – шпиндель; 5 – шпиндельная бабка; 6 – рукоятка включения двигателя; 7 – вариатор скоростей; 8 – штурвал; 9 – рукоятка установки глубины сверления; 10 – лимб глубины обработки; 11 – рукоятка включения самохода; 12 – рукоятка для выбивания инструмента; 13 – гнездо для подъема и опускания шпиндельной бабки; 14 – гнездо для закрепления шпиндельной бабки; 15 – электродвигатель; 16 – рукоятка скорости подачи;
17 – контрольная лампочка
Настройка и наладка станка на работу производится следующим образом: включение станка происходит путем поворота ручки 6 в положение «включено» (должна загореться контрольная лампочка 1 7). Рукояткой 7 устанавливают нужную частоту вращения шпинделя, поворачивая ее вправо или влево. Нужную величину подачи устанавливают рукояткой 15, вращая ее вправо или влево. На столе 2 устанавливают приспособление, в которое закрепляют деталь. При сверлении глухих отверстий глубину резания устанавливают рукояткой 9.
Радиально-сверлильные станки применяются для обработки заготовок с большим числом отверстий. Эти станки отличаются тем, что оси инструмента и обрабатываемых отверстий совмещаются поворотом и горизонтальным перемещением шпиндельной бабки станка без изменения положения заготовки.

