2014-01-25
2014-01-25 1751
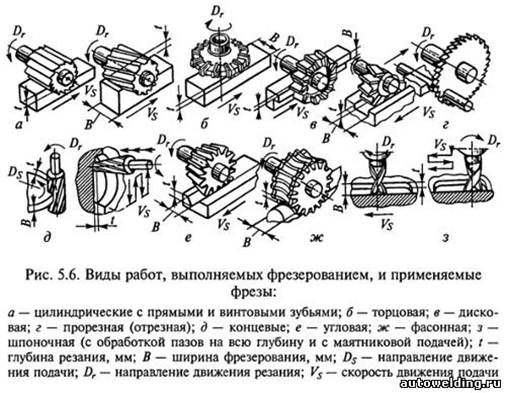
1751Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д. Фрезерование позволяет получить изделия 9 – 12 квалитета с шероховатостью RA = 0.8 – 10 мкм. Для фрезерования применяют работающие периферией цилиндрические, угловые и фасонные фрезы, работающие торцом торцовые фрезы, а также работающие и периферией и торцом дисковые, отрезные и концевые фрезы. Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки.
Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
Требуемые исполнительные движения формообразования при фрезеровании обеспечиваются исполнительными кинематическими цепями фрезерного станка: цепью резания и цепью подачи. Цепь резания связывает вращение главного привода с вращением инструмента и определяет скорость резания. Цепь подачи связывает вращение привода подачи с поступательным движением заготовки и определяет скорость подачи. Кинематическая схема фрезерного станка приведена на рисунке.
В общем случае фрезерные станки можно подразделить на две основные группы: 1) общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные); 2) специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.). По конструктивным особенностям эти станки подразделяют на консольные (стол расположен на подъемном кронштейне-консоли), бесконсольные (стол перемещается на неподвижной станине в продольном и поперечном направлениях) и непрерывного действия (карусельные и барабанные).
В единичном, мелко- и среднесерийном производстве наиболее распространены консольные фрезерные станки. Универсальный консольный горизонтально-фрезерный станок имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7. В консоли размещена коробка подач, позволяющая изменять скорость движения подачи стола в продольном и поперечном направлениях. Установочное перемещение стола в вертикальном направлении осуществляется от ходового винта, расположенного в стойке.
Широко универсальный консольный горизонтально-фрезерный станок помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования
Консольный вертикально-фрезерный станок имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально- и горизонтально-фрезерные станки, служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы. Особенностью конструкции бесконсольного станка является более жесткая станина и стойка, червячно-реечный привод стола. Это позволяет обрабатывать крупные заготовки с большими припусками на высоких режимах резания.
Фрезерно-центровальные станки предназначены для двустороннего фрезерования и зацентровки торцов деталей типа валов. Оба торца фрезеруют одновременно, а затем одновременно зацентровывают. Такая технология позволяет обеспечить параллельность торцов между собой и перпендикулярность центровых отверстий к этим торцам.
Продольно-фрезерные станки предназначены для обработки одновременно набором фрез горизонтальных, вертикальных, наклонных и фасонных поверхностей заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7 На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5 с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек. Инструмент – торцовые, цилиндрические и фасонные фрезы. Область применения – средне и крупносерийное производство.
Карусельно-фрезерные станки, предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 7 перемещается шпиндельная головка 2 Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
При работе на фрезерных станках используют большое количество различных приспособлений, которые служат для установки инструмента и закрепления заготовок, а также для расширения технологических возможностей фрезерных станков.
Широко используются делительные головки. Они служат для периодического поворота обрабатываемой заготовки вокруг оси (при обработке зубьев, шлицев, пазов и др.) на равные или неравные углы, а также для непрерывного вращения заготовки, согласованного с продольной подачей стола станка при нарезании винтовых канавок. Различают головки для непосредственного деления; многошпиндельные; универсальные; оптические. Делительные головки оснащаются принадлежностями: шпиндельными валиками; передним центром с поводком; домкратом; хомутиками; центровыми оправками и консольными оправками для установки заготовки; универсальными подкладками; задней бабкой; гитарами сменных зубчатых колес; трехкулачковыми патронами.
При обработке с использованием делительной универсальной головки заготовку 1 устанавливает на оправке в центрах шпинделя 6 головки 2 и задней бабки 8. Модульная дисковая фреза 7 получает вращение, а стол станка — рабочую продольную подачу. После каждого периодического поворота заготовки зубчатого колеса обрабатывается впадина между соседними зубьями. После обработки впадины стол ускоренно перемещается в исходное положение. Цикл движений повторяется до полной обработки всех зубьев колеса. Рабочую позицию заготовки устанавливают и фиксируют при вращении шпинделя рукояткой по делительному диску с лимбом. Пружинное устройство фиксирует рукоятку 3 при попадании в соответствующее отверстие делительного диска. На последнем с двух сторон концентрично расположены по одиннадцать окружностей с числами отверстий 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 44, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66.
Универсальные делительные головки подразделяют на лимбовые и безлимбовые. Вращение рукоятки относительно лимба передается через зубчатые колеса и червячную передачу шпинделю. Головки настраивают на непосредственное, простое и дифференциальное деление.
Непосредственное деление обеспечивается установкой на шпинделе делительного диска с 30 равномерно расположенными отверстиями. Диск поворачивают рукояткой и выполняют деление окружности на 2, 3, 4, 5, 6, 15 и 30 частей. При использовании специального делительного диска можно выполнить деление на неравные части. Простое деление на Z равных частей выполняют при вращении рукоятки относительно неподвижного диска. Дифференциальное деление используют в случае, когда нельзя подобрать делительный диск с нужным числом отверстий. Если для числа Z на диске нет нужного числа отверстий, принимают некое число близкое к Z, для которого имеется соответствующее число отверстий. Разность компенсируют дополнительным поворотом шпинделя головки.
На фрезерных станках с ЧПУ, как правило, используют упрощенные по конструкции приспособления. Однако к ним предъявляют повышенные требования по точности и жесткости. Базирование плоских и корпусных деталей, имеющих обработанные базовые поверхности, осуществляют по трем плоскостям; плоскости по двум отверстиям или плоскости и отверстию. Для сокращения времени установки заготовки на столе станка или в приспособлении их базируют с помощью опор. Эти опоры, базирующие заготовку на столе станка соответственно по направляющей и опорной базовым поверхностям, устанавливают и крепят в Т-образных пазах стола. Для закрепления заготовок применяют стандартные зажимные элементы: машинные тиски, поворотные столы, обеспечивающие одноместное или многоместное закрепление заготовок.
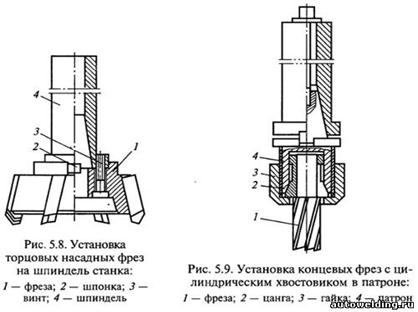
Обязательно используется инструментальная оснастка. Фрезы закрепляют на оправках и в патронах, которые, в свою очередь, различным образом крепят в шпинделе станка.
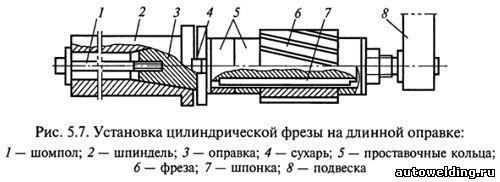
В процессе работы на фрезерных станках много времени занимает затяжка шомпола при креплении инструмента. Для сокращения этих непроизводительных затрат применяют различные быстродействующие зажимные приспособления.
Приспособления для установки и закрепления заготовок на фрезерных станках — это различные прихваты, подставки, угловые плиты, призмы, машинные тиски, столы и вспомогательные инструменты, механизирующие и автоматизирующие закрепление заготовок и тем самым сокращающие вспомогательное время.
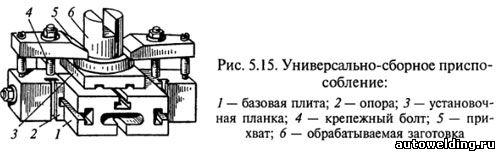
При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей. После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новые приспособления. Универсально-сборные приспособления позволяют значительно сократить сроки на проектирование и изготовление устройств, необходимых для закрепления заготовок, что особенно важно в условиях единичного и мелкосерийного производства.
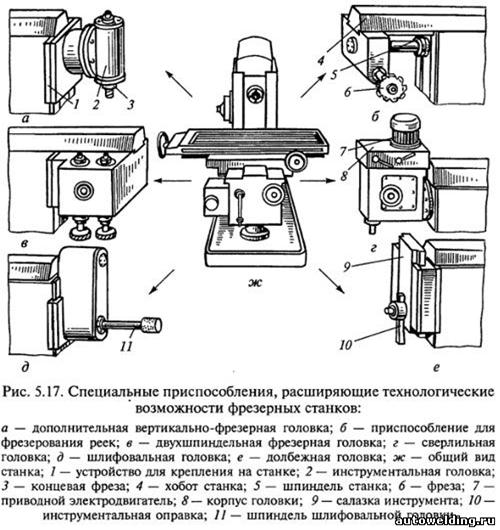
Специальные приспособления, расширяющие технологические возможности фрезерных станков. Существуют две группы таких приспособлений: не изменяющие основное назначение фрезерного станка (дополнительные и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные приспособления и т.п.);
в корне меняющие характер выполняемых работ (долбежные, сверлильные и шлифовальные головки). Некоторые специальные быстросъемные приспособления, монтируемые на горизонтально-фрезерных станках, показаны на рисунке.