 2015-05-13
2015-05-13 3818
3818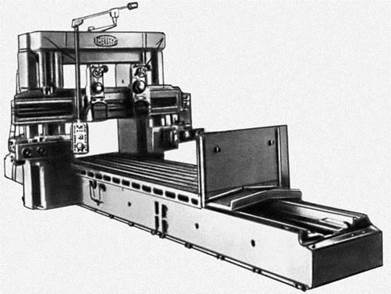
Рис. 10. 6 Продольно-строгальный станок по металлу (модель 7А256).
Главное движение С. с. — прямолинейное возвратно-поступательное. У поперечно-строгального станка оно сообщается резцу, закрепленному в суппорте, у продольно-строгального станка — столу, на котором устанавливается изделие. Резание производится во время рабочего хода, затем следует холостой ход (с более высокой скоростью), при котором резец (или изделие) возвращается в первоначальное положение. Скорость главного движения остается постоянной у всех продольно-строгальных станков и поперечно-строгальных станков с гидравлическим приводом и меняется (от нуля до максимальной и вновь до нуля) у поперечно-строгальных станков с приводом от кулисно-кривошипного механизма.
В конце каждого холостого хода осуществляется движение подачи (в попереч-ном направлении относительно направления главного движения). У поперечно-стро-гальных станков оно сообщается столу и закрепленному на нём изделию, у продоль-но-строгальных — резцу, закрепленному в суппорте.
Строгальный станок обрабатывают мелкие и средние изделия, на продольно-строгальных — относительно крупные изделия или одновременно несколько средних изделий, а также изделия с узкими длинными поверхностями, главным образом в индивидуальном и мелкосерийном производствах. Из-за холостого хода невыгодно использование строгальных станков в крупносерийном и массовом производстве, где они заменяются фрезерными, протяжными, шлифовальными станками.
Индексы продольно-строгальных станков:
Станок продольно-строгальный одностоечный 7110
Станок продольно-строгальный одностоечный 7112
Станок продольно-строгальный одностоечный 7212
Станок продольно-строгальный одностоечн
Станок универсальный продольный строгально-фрезерный 7216Г
Продольно–строгальный станок 7216
Станок продольно-строгальный двухстоечн
Станок продольно-строгальный 7240
Продольно-строгальный станок 7А110
Станок универсальный продольно-строгальный
Продольно-строгальный станок 7Б110
Продольно-строгальный станок 7Б210
Продольно-строгальный станок 7Б212
Продольно-строгальный станок 7Б112
Продольно-строгальный станок 7Б116
Станок продольно-строгальный 7Б220
Продольный строгально-фрезерный станок 7212Г
Продольный строгально-фрезерный станок модели МС7А216М
Универсальные продольные строгально-фрезерные станки 7Б210Г
Универсальные продольные строгально-фрезерные станки 7Б212Г
Универсальные продольные строгально-фрезерные станки 7Б216Г
Станок поперечно-строгальный с гидравлическим приводом 7Д36
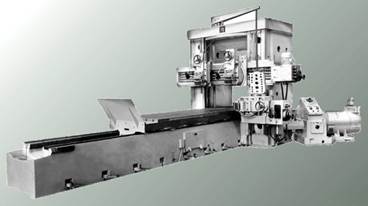 Технические характеристики 7212: Класс точности Н Длина рабочей поверхности стола мм 4000 Ширина стола мм 1120 Ход ползуна мм 4200 Мощность главного привода кВт 100 Габариты станка мм - длина 9950 - ширина 4200 - высота 4100 Вес станка кг 35000 Рис10.7 Продольно-строгальные двухстоечные станки модели 7Б210, 7Б212 Технические характеристики 7212: Класс точности Н Длина рабочей поверхности стола мм 4000 Ширина стола мм 1120 Ход ползуна мм 4200 Мощность главного привода кВт 100 Габариты станка мм - длина 9950 - ширина 4200 - высота 4100 Вес станка кг 35000 Рис10.7 Продольно-строгальные двухстоечные станки модели 7Б210, 7Б212 |
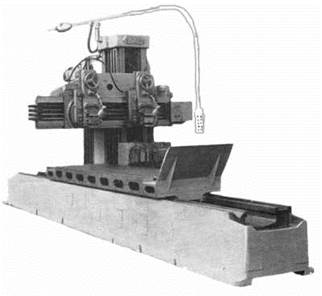 Технические характеристики 7110: Класс точности Н Длина рабочей поверхности стола мм 3000 Ширина стола мм 900 Ход ползуна мм 3200 Мощность главного привода кВт 71 Габариты станка мм - длина 7800 - ширина 3750 - высота 3800 Вес станка кг 27400 Рис10.8 Продольно-строгальныеодностоечные станки 7110, 7Б110. Технические характеристики 7110: Класс точности Н Длина рабочей поверхности стола мм 3000 Ширина стола мм 900 Ход ползуна мм 3200 Мощность главного привода кВт 71 Габариты станка мм - длина 7800 - ширина 3750 - высота 3800 Вес станка кг 27400 Рис10.8 Продольно-строгальныеодностоечные станки 7110, 7Б110. |
| Протяжные станки и протягивание |
Протягивание— высокопроизводительный процесс обработки отверстий различной формы и сложных наружных контуров многолезвийным режущим инструментом — протяжкой. При протягивании достигаются высокая точность обработки и высокие параметры нормирования шероховатости поверхности. Протяжные станки делятся на типы по следующим признакам: 1 — назначению — для внутреннего и наружного протягивания; 2 — направлению рабочего движения — на горизонтальные и вертикальные; 3 — количеству кареток — с одной, двумя или несколькими; 4 — роду автоматизации — простые, полуавтоматы и автоматы. Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина x длина х высота). Промышленность Советского Союза выпускала станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении.ё Производительность при протягивании в несколько раз больше, чем при строгании и даже фрезеровании. Протягивание осуществляется многолезвийным режущим инструментом — протяжкой, получающим поступательное движение относительно изделия. Движение резания в основном прямолинейное и реже вращательное. Процесс протягивания представлен на рис. 10.9. 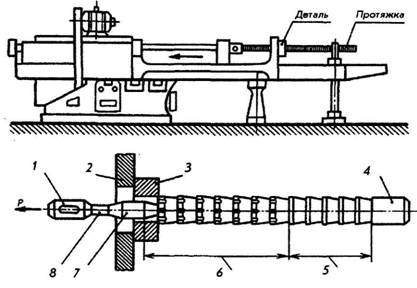 Рис. 10.9 Элементы протяжки: 1 — хвостовик; 4 — направляющая; 5 — калибрующая часть; 6 — режущая часть; 7 — предняя направляющая; 8 — шейка . Рис. 10.9 Элементы протяжки: 1 — хвостовик; 4 — направляющая; 5 — калибрующая часть; 6 — режущая часть; 7 — предняя направляющая; 8 — шейка . 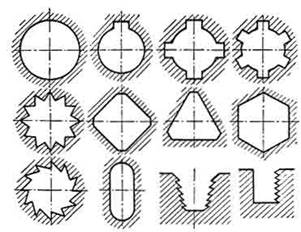 Рис. 10.10. Примеры протяжных работ внутреннего протягивания. Горизонтально-протяжные станки Отечественное станкостроение выпускает горизонтальные протяжные станки с наибольшей тяговой силой 25—980 кн, при наибольшем ходе каретки 1—2 м. На рис. 52 показан станок 7Б510, Рис.10.11. Он предназначен для протягивания сквозных отверстий. Применив специальные приспособления, на станке можно обрабатывать также и наружные поверхности. Номинальная тяговая сила 100 кн; наименьшая и наибольшая скорости рабочего хода 1,5—9 м/мин, обратного хода 25 м/мин, подвода и отвода протяжки 15 м'мин; мощность электродвигателя поршневого насоса 17 кВт. При оснащении станка автоматической системой загрузки и выгрузки он может работать с автоматическим циклом. Рис. 10.10. Примеры протяжных работ внутреннего протягивания. Горизонтально-протяжные станки Отечественное станкостроение выпускает горизонтальные протяжные станки с наибольшей тяговой силой 25—980 кн, при наибольшем ходе каретки 1—2 м. На рис. 52 показан станок 7Б510, Рис.10.11. Он предназначен для протягивания сквозных отверстий. Применив специальные приспособления, на станке можно обрабатывать также и наружные поверхности. Номинальная тяговая сила 100 кн; наименьшая и наибольшая скорости рабочего хода 1,5—9 м/мин, обратного хода 25 м/мин, подвода и отвода протяжки 15 м'мин; мощность электродвигателя поршневого насоса 17 кВт. При оснащении станка автоматической системой загрузки и выгрузки он может работать с автоматическим циклом. 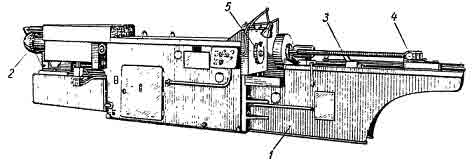 Рис. 10.11 Горизонтальный протяжной станок 7Б510 В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 3, а правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки детали и сама деталь упирается в неподвижный корпус станины 5. Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход—замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе: замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки. Вертикально-протяжные станки для внутреннего протягивания Рис. 10.11 Горизонтальный протяжной станок 7Б510 В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 3, а правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки детали и сама деталь упирается в неподвижный корпус станины 5. Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход—замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе: замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки. Вертикально-протяжные станки для внутреннего протягивания 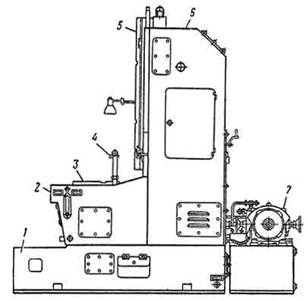 Вертикально - протяжные станки для внутреннего протягивания выпускаются заводами отечественного станкостроения с наибольшей тяговой силой 25—785 кн, при наибольшем ходе каретки 0,8—1,25 м, мощностью 7—75 кВт. Рис. 10.12 Вертикально-протяжной станок 7А720 На рис. 10.12 показан вертикально-протяжной станок 7А720. На основании / установлена тумба 2, на которой смонтирован стол 3. На столе в приспособлениях устанавливают и закрепляют обрабатываемые детали. Протяжки при помощи инструментальных плит закрепляются в каретке 5, перемещающейся в вертикальных направляющих станины 6. При ходе протяжки вниз осуществляется рабочий ход, при ходе вверх — холостой. Станина — 80 сварная коробчатой формы, с внутренними ребрами жесткости. Каретка 5 представляет собой чугунную отливку с направляющими, имеющими форму ласточкина хвоста. Сзади станины располагается гидропривод станка 7 и система охлаждения 4. Станок сдвоенный, он имеет два стола и две каретки. Работа кареток согласована: если с одной стороны совершается рабочий ход, то с другой — холостой. Рабочие каретки и столы приводятся в движение при помощи гидропривода. Протяжные станки для наружного протягивания Отечественная промышленность выпускает протяжные станки для наружного протягивания с наибольшей тяговой силой 25—390 кн, с наибольшим ходом каретки 0,8—1,25 м, мощностью 7—40 кВт. Вертикально - протяжные станки для внутреннего протягивания выпускаются заводами отечественного станкостроения с наибольшей тяговой силой 25—785 кн, при наибольшем ходе каретки 0,8—1,25 м, мощностью 7—75 кВт. Рис. 10.12 Вертикально-протяжной станок 7А720 На рис. 10.12 показан вертикально-протяжной станок 7А720. На основании / установлена тумба 2, на которой смонтирован стол 3. На столе в приспособлениях устанавливают и закрепляют обрабатываемые детали. Протяжки при помощи инструментальных плит закрепляются в каретке 5, перемещающейся в вертикальных направляющих станины 6. При ходе протяжки вниз осуществляется рабочий ход, при ходе вверх — холостой. Станина — 80 сварная коробчатой формы, с внутренними ребрами жесткости. Каретка 5 представляет собой чугунную отливку с направляющими, имеющими форму ласточкина хвоста. Сзади станины располагается гидропривод станка 7 и система охлаждения 4. Станок сдвоенный, он имеет два стола и две каретки. Работа кареток согласована: если с одной стороны совершается рабочий ход, то с другой — холостой. Рабочие каретки и столы приводятся в движение при помощи гидропривода. Протяжные станки для наружного протягивания Отечественная промышленность выпускает протяжные станки для наружного протягивания с наибольшей тяговой силой 25—390 кн, с наибольшим ходом каретки 0,8—1,25 м, мощностью 7—40 кВт.  Рис. 10.13 Примеры деталей, обработанных наружным протягиванием На рис. 10.13 представлены некоторые детали, обработанные наружным протя-гиванием. Жирными линиями показаны протягиваемые поверхности. Вертикальные станки для наружного протягивания отличаются от вертикальных протяжных станков для внутреннего протягивания конструкцией рабочей каретки и стола. Стол здесь имеет поперечное перемещение, связанное с различной формой и размерами деталей, подвергаемых обработке. В условиях массового производства применяются многопозиционные станки. Индексы протяжных станков: Рис. 10.13 Примеры деталей, обработанных наружным протягиванием На рис. 10.13 представлены некоторые детали, обработанные наружным протя-гиванием. Жирными линиями показаны протягиваемые поверхности. Вертикальные станки для наружного протягивания отличаются от вертикальных протяжных станков для внутреннего протягивания конструкцией рабочей каретки и стола. Стол здесь имеет поперечное перемещение, связанное с различной формой и размерами деталей, подвергаемых обработке. В условиях массового производства применяются многопозиционные станки. Индексы протяжных станков:
Рис.10.14 Протяжные вертикальные станки для наружного протягивания МП7А712, МП7А723, МП7А724, МП7А733, МП7А734, МП7А735, МП7А736, МП7А745 |
Основные технические характеристики (Протяжные станки МП7А712, МП7А723, МП7А724, МП7А733, МП7А734, МП7А735, МП7А736, МП7А745):
| МП7А712 | МП7А723 | МП7А724 | МП7А733 | МП7А734 | МП7А735 | МП7А736 | МП7А45 | |
| Номинальное тяговое усилие, кН | ||||||||
| Наибольшая длина хода рабочих салазок, мм. | ||||||||
| Рабочая ширина салазок, мм. | ||||||||
| Рабочая ширина стола, мм. | ||||||||
| Привод станка | гидравлический | |||||||
| Скорость рабочего хода, м/мин | 1,88…19,2 | 1,5 …1,2 | 1,5 … 13 | 1,0…6,7 | ||||
| Мощность электродвигателя главного привода, кВт | 7,5 | |||||||
| Суммарная мощность электродвигателей, кВт | 8,2 | 16,5 | 38,6 | 50,09 | ||||
| Масса, кг. | ||||||||
| Габариты станка: длина ширина высота | 2630 2690 2815 | 3580 2340 3455 | 3580 2340 4165 | 4420 2480 3720 | 4420 2480 4415 | 4420 2480 5220 | 4420 2480 6220 | 5645 2225 5330 |








