 2014-02-02
2014-02-02 3759
3759Станки токарной группы служат для обработки поверхностей тел вращения. Наибольшее распространение в группе токарных станков имеют станки универсальные и специализированные. Универсальные токарные станки подразделяются на две основные группы: токарные станки, которые предназначены для выполнения разнообразных токарных работ, за исключением нарезания резьбы резцами, и токарно-винторезные станки. Они отличаются наличием ходового винта и специально рассчитанных гитар сменных зубчатых колес и коробки подач, обеспечивающих возможность нарезать резцами различные резьбы. Токарно-винторезные станки среди станков токарной группы получили наибольшее распространение.
Специализированные токарные станки предназначаются для выполнения узкого круга операций над деталями определенного класса. К специализированным токарным станкам относятся токарно-карусельные, токарно-лобовые, токарно-револьверные, токарные многорезцовые, токарные автоматы и полуавтоматы, токарно-затыловочные станки, токарные станки для обработки коленчатых валов, кулачков распределительных валов и другие типы специализированных станков. Рассмотрим некоторые из них.
Токарные многорезцовые полуавтоматы позволяют повысить производительность путем совмещения переходов операции и автоматического получения всех операционных размеров при соответственном снижении квалификации работы.
Наладка многорезцового станка трудоемка, поэтому применение его оправдывается в серийном и массовом производствах.
Такой станок имеет передний и задний (иногда также верхний) суппорты, каждый из которых может нести несколько резцов. Передний суппорт имеет продольную подачу, задний — поперечную. Задний суппорт предназначается для подрезания торцов, прорезания канавок или обтачивания цилиндрических участков широкими резцами. Его работу обычно совмещают с работой переднего суппорта (рис. 6 1).
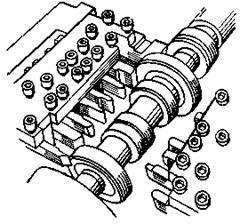
Рис. 6.1 Рабочая зона много резцового станка
Таблица 6.1
Классификация металлорежущих станков
| Станки | Группа | Типы (подгруппы) станкон | |||||||||
| Токарные | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | Карусельные | Токарные и лобовые | Многорезцовые | Специализированные | Разные токарные | |||
| одношпиндельные | многошпин дельные | ||||||||||
| Сверлильные и расточные | 1. | Вертикально-сверлильные | Одиошпнн-дельиые полуавтоматы | Многошпиндельные полуавтоматы | Координат-но-расточ-ные | Радиально- сверлильные | Расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные | |
| Шлифовальные | 2. | Круглошлифовальные | Внутришлифовальные | Обдпрочношлифовальные | .Специализированные шлифовальные | — | Заточные | Плоскошлифовальные | Притирочные, полировальные и хонинго-вальныо | Разные станки, работающие абразивом | |
| Для электрофизической и электрохимической обработки, комбинированные | 3. | Универсальные | Полуавтоматы | Автоматы | Электрохимические | Электроискровые | — | Электроэрозионные, ультразвуковые | Анодно-ме-ханические | ||
| Зубо- и резьбообрабатывающие | 4. | Зубодолбежные для цилиндрических колес | Зуборезные для конических - колес | Зубофрезерные для цилиндрических колес и шлиц валов | Зубофрезерные для червячных колес | Для обработки торцов зубьев колес | Резьбо-фрезерные | Зубоотделочные | Зубо- и резьбошлифовальные | Разные зубо- и резьбообрабатывающие | |
Продолжение табл. 6.1
| Станки | Группа | Типы (подгруппы) станков | |||||||||
| Фрезерные | 6. | Вертикально-фрезерные консольные | Фрезерные непрерывного действия | Продольно-фрезерные одностоечные | Копировальные и гравировальные | Вертикальные бесконсольные | Продольные | Широкоуниверсальные | Горизонтальные консольные | Разные фрезерные | |
| Строгальные долбежные и протяжные | 7. | Продольные | Поперечно-строгальные | Долбежные | Протяжные горизонтальные | - | Протяжные вертикальные | - | Разные строгальные | ||
| одностоечные | двухстоечные | ||||||||||
| Разрезные | 8. | Отрезные, работающие | Правильно-отрезные | Ленточные | Дисковые пилы | Ножовочные | — | — | |||
| токарным резцом | абразивным кругом | диском | |||||||||
| Разные | 9. | Муфто- и трубообрабатывающие | Пилонасекательные | - | - | Для испытания инструментов | Делительные машины | Балансировочные | - | - | |
Обработка на револьверных станках. Токарно-револьверные станки предназначены для выполнения многопереходных операций методом автоматического получения размеров.
Револьверные станки обладают очень широкими технологическими возможностями. Их применяют для деталей, изготовляемых как из прутков, так и из штучных заготовок. При одной установке детали на станке возможно обтачивание наружных поверхностей, сверление, зенкерование, растачивание, развертывание отверстий, подрезание торцовых плоскостей, вытачивание канавок, нарезание наружной и внутренней резьб и т. д. Причем, благодаря автоматическому получению размеров, даже сложная операция не требует высокой квалификации исполнителя.
Обработка на автоматах. Токарные автоматы разделяются на прутковые и магазинные. Устройства для автоматической загрузки станка штучными заготовками обычно являются конструкциями специальными и часто сложными. В связи с этим большее распространение имеют прутковые автоматы, которые в свою очередь разделяются на одношпиндельные и многошпиндельные. Из одношпиндельные автоматов чаще используют револьверные, которые строят для прутков диаметром до 40 мм (тип 1140 и меньшие).
Револьверный автомат имеет револьверную головку с горизонтальной осью поворота, перпендикулярной оси шпинделя, и два суппорта: передний и задний (иногда еще и третий — верхний). Головка получает только продольную подачу, суппорты — только поперечную. Разрабатывая операцию для такого станка, исходят в общем из тех же принципов повышения производительности, какими руководствуются при разработке операции для револьверного станка.
При совмещении работы инструментов, как обычно, избегают совмещать черновые переходы с чистовыми. Точение широкими фасонными резцами, очень часто применяемыми для работы с суппортов, намечают возможно раньше, пока сечение детали еще не ослаблено. При необходимости поддержать деталь применяют державки с люнетами. К револьверным автоматам, как и к револьверным станкам, имеется много нормализованных приспособлений для инструментов.
Разработка автоматной операции связана с расчетом положений инструментов и соответственно положений револьверной головки и суппортов относительно шпинделя станка в различные моменты операции. На основании этих расчетов и выбранных режимов обработки профилируют кулачки, управляющие движениями головки и суппортов.
Многошпиндельные прутковые автоматы имеют четыре, шесть (бывает и восемь) шпинделей. Шпиндели несут прутки и помещены в одном поворотном барабане — шпиндельном блоке. Число позиций блока равно числу шпинделей. Суппорты ведут обработку одновременно во всех позициях.
В каждой позиции выполняется определенная группа переходов операции. По окончании обработки во всех позициях (в числе переходов последней позиции имеется отрезание детали от прутка) блок поворачивается. При этом шпиндель с прутком, находившийся в первой позиции, занимает вторую, занимавший вторую — переходит в третью и т. д. 3атем суппорты вновь вступают в работу и цикл повторяется. Таким образом, на многошпиндельном автомате меняются не позиции инструментов, а позиции детали. Штучное время операции равно промежутку времени, через который производится изменение позиций — поворот блока.
Поскольку поворот блока возможен лишь по окончании обработки во всех позициях, главной особенностью, отличающей разработку операция для многошпиндельного автомата, является необходимость обеспечивать одинаковую продолжительность обработки во всех позициях, чтобы избежать простоев инструментов. К этому условию приближаются путем рационального распределения переходов операции между позициями. В трудоемких позициях время сокращают применением более стойкого или комбинированного инструмента.
По точности обработки многошпиндельные автоматы несколько уступают одношпиндельным, но производительность их, естественно, намного больше. Для аналогичной обработки деталей более крупных, получаемых из штучных заготовок, пользуются многошпиндельными карусельными полуавтоматами.
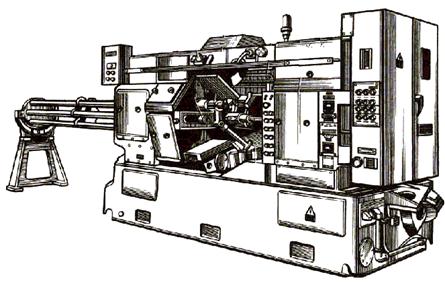
Рис. 6.2. Горизонтальный шестишпиндельный прутковый автомат
Обработка на карусельных станках. Токарно-карусельные станки применяют для обработки крупных и тяжелых деталей типа дисков и колец (диски роторов, корпуса, крупные зубчатые колеса и т. п.). Горизонтальное положение планшайбы станка сильно упрощает установку и закрепление таких деталей.
На карусельном станке выполняют операции такого же характера как на токарном или крупном револьверном. Высокая жесткость станка допускает обработку с большими сечениями стружки. Наличие двух - трех суппортов, из которых один имеет револьверную головку, позволяет выполнять на станке многопереходные операции, что особенно важно ввиду нежелательности перестановок тяжелых деталей.
По точности обработки карусельные станки равноценны токарным станкам соответствующих размеров.
Карусельные полуавтоматы принадлежат к станкам вертикального типа. Вертикальное положение шпинделей упрощает обслуживание станка — установку и закрепление тяжелых деталей.
По принципам разработки операций эти станки подобны многошпиндельным прутковым автоматам. Разница лишь в том, что в одной из позиций деталь не обрабатывается; в этой позиции шпиндель останавливается, чтобы можно было заменить обработанную деталь новой. На рис. 6.3 показан внешний вид шестишпиндельного полуавтомата и пример его наладки. Первая позиция — загрузочная, а остальные пять — рабочие.
Такие станки, как и автоматы, допускают применение дублированной или двойной наладки, если сдвоить смежные позиции и превратить станок из шестипозиционного в трехпозиционный с двумя шпинделями в позиции. В такой сдвоенной позиции оба шпинделя можно использовать одинаково (дублирование) или по-разному. Во втором случае (двойная наладка) три шпинделя (один загрузочный, два рабочие) заняты обработкой одной стороны детали, а три — обработкой другой стороны или обработкой другой детали.
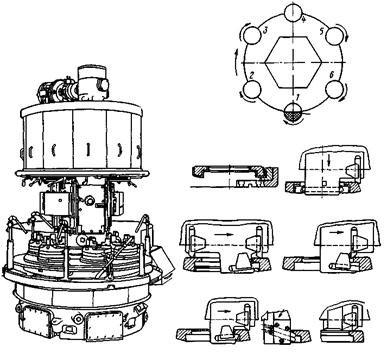
Рис. 6.3. Внешний вид и пример наладки карусельного полуавтомата

