 2013-12-31
2013-12-31 804
804Процесс старения механизма определяется процессами старения всех образующих его деталей и нарушением их взаимного расположения. Старение детали происходит в результате воздействия нескольких разрушительных процессов и является результатом воздействия большого числа факторов.
Процессы старения всегда связаны со временем.
Старение автомобилей и их составных частей.
Старение автомобилей
Методы устранения дефектов
Путём металлизации заделывают трещины, предварительно очищенные, обезжиренные и зазубренные крейцмейселем. Для металлизации используют проволоку из цветных металлов (алюминия или цинка). Заплаты из мягкой листовой стали, латуни или красной меди накладывают на большие трещины или пробоины, укрепляя их болтами. Под заплату ставят прокладку, покрываемую суриком или белилами. Заплаты на пробоинах можно прикреплять также заклёпками, при этом заплаты кладут на матерчатую прокладку, пропитанную суриком. Трещины на рубашках водяного охлаждения чугунного блока можно заваривать латунью с помощью газового пламени без предварительного подогрева блока. Их можно заваривать также медным электродом, обёрнутым жестью, при электродуговой сварке либо чугунными прутками при газовой сварке, предварительно подогрев блок.
11 January 2011 | 08:28:48 PM
Старением называется процесс необратимого изменения его свойств и (или) состояния, обусловленного структурными превращениями, химическими изменениями в материалах, из которых изготовлены детали, а также постепенным накоплением в элементах конструкции автомобиля микро- и макроповреждений при эксплуатации.
При эксплуатации автомобиля имеют место физическое изнашивание деталей, потеря усталостной прочности их материала. Как при эксплуатации автомобиля, так и при его хранении происходят изменения, связанные с коррозией, потерей жесткости, структурные изменения и химические превращения в металлах, потеря некоторых свойств (например, упругости, пластичности и др.).
В связи с этим для решения задач ремонта необходимо знать законы старения, устанавливающие зависимость повреждений от времени. Например, толщины изношенного слоя, остаточного прогиба при деформации детали, площади или глубины поврежденного коррозией слоя в зависимости от наработки. Использование этих закономерностей позволяет прогнозировать потерю работоспособного состояния автомобилем и его составными частями.
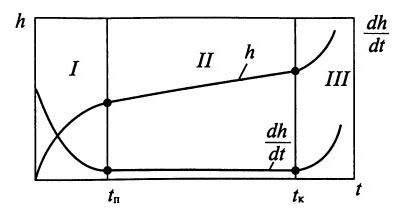
Изнашиванием называется процесс отделения материала с поверхности твердого тела и (или) увеличения его остаточной деформации при трении, проявляющийся в постепенном изменении размеров и (или) формы тела. Износ является результатом изнашивания и определяется в установленных единицах (толщины слоя, объема, массы).
Процесс изнашивания обычно происходит в три стадии. На стадии / идет приработка сопряженных поверхностей деталей, занимающая небольшой отрезок времени. При этом износ А изменяется нелинейно, скорость изнашивания вы-сокая, но постепенно убывает. Стадия // является наиболее продолжительной и характеризуется стабильностью процесса. Скорость изнашивания в этом случае небольшая и постоянная. Стадия /// скоренное изнашивание, характеризующееся резко возрастающей скоростью изнашивания. Причиной этого является изменение условий трения из-за изменения размеров и формы трущихся поверхностей.
14) 5.1. ОБЛАСТЬ ПРИМЕНЕНИЯ СПОСОБА Дополнительные ремонтные детали (ДРД) применяют для компенсации износа рабочих поверхностей деталей, а также при замене изношенной или поврежденной части детали. В первом случае ДРД устанавливают непосредственно на изношенную поверхность детали. Этим способом восстанавливают посадочные отверстия под подшипники качения в картерах коробок передач, задних мостов, ступицах колес, отверстия с изношенной резьбой и другие детали. В зависимости от вида восстанавливаемой поверхности ДРД могут иметь форму гильзы, кольца, шайбы, пластины, резьбовой втулки или спирали (рис. 5.1). Если на детали сложной формы изношены отдельные ее поверхности, то ее можно восстановить полным удалением поврежденной части и постановки вместо нее заранее изготовленной дополнительной детали. Этот, способ применяют при восстановлении крышек коробок передач, блоков шестерен, ведущей шестерни коробки передач, кузовов и кабин автомобилей и других деталей (рис. 5.2). Дополнительные ремонтные детали обычно изготавливают из того же материала, что и восстанавливаемая деталь. При восстановлении посадочных повреждений в чугунных деталях втулки могут быть изготовлены также из стали. Преимуществом восстановления деталей постановкой ДРД является простота технологического процесса и применяемого оборудования. Недостатки — большой расход материала на изготовление дополнительной ремонтной детали, а также снижение механической прочности восстанавливаемой детали. Разновидностью способа ДРД является пластинированне — способ облицовки рабочих поверхностей деталей машин тонкими износостойкими легкосменяемыми пластинами. Областью его применения является производство и ремонт машин, имеющих детали с интенсивно изнашивающимися поверхностями в виде гладких замкнутых и разомкнутых цилиндрических и конических отверстий, а также плоских поверхностей. Виды пластинирования деталей машин показаны на рис. 5.3. Базой для объединения различных технологий пластинирования в виды по эксплуатационно-ремонтным признакам является цель, достигаемая при помощи пластинирования в процессе эксплуатации и ремонта машины. По этим признакам различают износостойкое (ресурсоувеличивающее), восстановительное (ресурсовосстанавливающее) и регулировочное пластинирование. Износостойкое пластинирование применяют для увеличения ресурса деталей, повышения их ремонтопригодности, для компенсации износов сопряженных деталей. Восстановительное пластинирование позволяет неоднократно восстанавливать ресурс деталей, как не подвергавшихся ранее пластинированию, так и уже платинированных деталей. Регулировочное пластинирование применяется для получения требуемых зазоров и натягов в сопрягаемых деталях в результате подбора при сборке толщины регулировочных прокладок. Регулировочным пластинированием можно также компенсировать износ деталей. Рнс. 5.1. Дополнительные ремонтные детали (ДРД): 1 и 2 — втулки; 3 — ввёртыш Рис. 5.2. Применение ДРД при восстановлении блокашестерен Рис. 5.3. Виды технологических методов пластинирования поверхностей деталей машин: 1 — внутренние цилиндрические и конические поверхности; 2 — внутренние и наружные цилиндрические и конические поверхности; 3 — постели под вкладыши коренных подшипников двигателей внутреннего сгорании (ДВС); 4 — направляющие станин металлорежущих станков, опорные плоскости шестерен и сателлитов; 5 — пакеты жестких пластин бортовых фрикционов гусеничных машин; 6 — внутренние поверхности цилиндрических отверстий; 7 — гладкие валы; 8 — направляющие станин металлорежущих станков, упругие пластины в сцеплениях колесных машин Технологические признаки учитывают сходство формы и процессов обработки пластин, а также способы установки их на рабочую поверхность. По способам установки пластин на рабочую поверхность пластинирование бывает напряженным, свободным и связанным. Напряженным пластинированием называется способ, при котором пластину перед установкой на поверхность детали обжимают и устанавливают на деталь в напряженном состоянии. Фиксация пластины производится в результате действия сил трения. Напряженное пластинирование делится на поясное, продольное(осевое) и спиральное. Поясное пластинирование предусматривает установку на внутренние цилиндрические и конические поверхности отверстий одной или нескольких пластин — поясов, расположенных перпендикулярно к образующей отверстия. В случае применения нескольких поясов стыки их концов располагаются вдоль образующей под углом: при двухпоясном пластинировании — 180 °С, при трехпоясном — 120 °С, при четырехпоясном — 90 °«Формы пластин, применяемых для поясного пластинирования, показаны на рис. 5.4, а. Поясным пластинированием можно восстанавливать гильзы цилиндров и цилиндры автомобильных двигателей, цилиндры автомобильных компрессоров, тормозные цилиндры гидравлической тормозной системы автомобилей. Продольное или осевое пластинирование применяется для восстановления внутренних поверхностей длинных отверстий, в которых затруднительно использовать поясное пластинирование из-за большого числа поясов. При продольном пластинировании стыки пластин располагаются только вдоль оси отверстия. Комплект пластин для сохранения продольной устойчивости вводят в отверстие вместе с поддерживающей оправкой. Наружный диаметр свернутого комплекта пластин должен быть больше внутреннего диаметра отверстия детали на размер натяга. Формы пластин, применяемых для продольного пластинирования, показаны на рис. 5.4, б. Данным способом можно восстанавливать гидроцилиндры опрокидывающих устройств автомобилей-самосвалов. Рис. 5.4. Формы пластин при различных видах пластинирования деталей машин: 1, 2 и 3 — разновидности поясов, изготовленных из пластин; 4 — пластины, подготовленные для продольного пластинирования внутренних цилиндрических поверхностей; 5 и 6 — спирали, предназначенные для облицовки соответственно внутренних и наружных цилиндрических поверхностей; 7 и 8 — пластины для пластинирования разомкнутых цилиндрических поверхностей; 9 и 10 — соответственно плоская пластина и деталь, подлежащая облицовке; 11 и 12 — облицовочная пластина и деталь, предназначенная для передачи крутящего момента Спиральное пластинирование заключается в том, что на внутреннюю или наружную поверхность детали устанавливают по винтовой линии тонкую стальную пластину, имеющую форму удлиненного параллелограмма. При этом витки спирали располагаются под углом к плоскости, перпендикулярной к оси цилиндра. Для удержания пластины требуется дополнительное крепление. Пластины для спирального пластинирования показаны на рис. 5.4, в. Этот способ целесообразно использовать для восстановления цилиндрических деталей, длина которых более чем в 4 раза превышает их диаметр, например, для восстановления гидросиловых цилиндров, а также валов с неограниченными размерами.
15)
| ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ | 24-09-2013 |
 Пайкой называется процесс соединения подогретых, находящихся в твердом состоянии, металлических деталей при помощи расплавленного присадочного металла, называемого припоем.
Пайкой называется процесс соединения подогретых, находящихся в твердом состоянии, металлических деталей при помощи расплавленного присадочного металла, называемого припоем.
При пайке, в отличие от сварки, основной металл, из которого состоят соединяемые детали, не расплавляется. Температура плавления присадочного металла — припоя всегда ниже температуры плавления основного металла.
Соединение деталей при пайке происходит за счет взаимного проникновения (диффузии) основного металла и припоя. Чем более глубокой будет взаимная диффузия, тем более прочной будет пайка. Глубина диффузии зависит от чистоты поверхностей соединяемых деталей, от температуры подогрева деталей и времени выдержки при этой температуре.
Припои, применяемые при пайке, представляют собой сплавы цветных металов.
Припой должен хорошо смачивать основной металл, легко растекаться по его поверхности, хорошо проникать в основной металл, т. е. обладать хорошей диффузией.
Для того чтобы обеспечить хорошее смачивание основного металла припоем, необходима соответствующая подготовка поверхностей соединяемых деталей. Поверхности соединяемых деталей предварительно зачищаются, после чего на них наносится слой флюса. Флюсы растворяют окислы на поверхности основного металла, уменьшают поверхностное натяжение расплавленного припоя, улучшают смачивание основного металла и растекание припоя. полностью расплавляться и проявлять активное химическое и физическое действие как на основной металл, так и на припой.
Основные достоинства пайки:
1) незначительный нагрев основного металла в большинстве случаев не оказывает влияния на его химический состав, структуру и механические свойства;
2) поверхность в месте соединения деталей не требует сложной последующей обработки, и в большинстве случаев обходятся без нее;
3) полностью сохраняются размеры и форма деталей;
4) простота процесса.
Различают два способа пайки: мягкими и твердыми припоями.
16)
17) Восстановление деталей пластической деформацией
Яндекс.ДиректПеренос, подъем и перемещениегрузов от 4,9 р/кг. Надежно. С Гарантией. Звоните! Работаем круглосуточно!Адрес и телефон takelag-optima.ru
Сущность этого метода основана на возможности восстановления изношенных рабочих поверхностей путем некоторого пластического перераспределения материала детали в холодном и горячем состоянии. В зависимости от износа, формы и размеров детали применяют осадку, вдавливание, раздачу, обжатие, вытяжку, правку. Эти методы различаются направлением внешней действующей силы и величиной требуемой деформации.
Для увеличения наружного диаметра деталей и уменьшения внутреннего диаметра полых деталей пользуются способом осадки (рис. 80, а), при котором направление действующей силы не совпадает с направлением деформации. Этим методом восстанавливают бронзовые втулки верхней головки шатуна в холодном состоянии на прессе в специальном приспособлении.
Для компенсации износа деталей применяют способ раздачи (рис. 80, б). Восстанавливают этим способом пустотелые оси и валы, поршневые пальцы.
Размеры наружных поверхностей увеличивают за счет выдавливания материала детали с ее нерабочей части (способ вдавливания). При этом одновременно происходит раздача и осадка.
При вдавливании направление действующей силы не совпадает с направлением действующей деформации и длина детали не изменяется. Вдавливанием восстанавливают тарелки клапанов при износе фаски, зубья шестерен и шлицы при износе по толщине.
Рис. 80. Схема восстановления деталей пластической деформацией:
а — осадка, б—раздача, в — обжатие, г — вытяжка, 6 — деформация; Р — усилие
Один из способов пластической деформации — обжатие (рис. 80, в), которое характеризуется совпадением направления действующей силы с направлением деформации. Этим способом восстанавливают втулки из цветных сплавов при износе по внутреннему диаметру (втулки распределительных и других валов и оси, звенья гусениц при износе проушин под палец и т. д.).
Способ пластической деформации — вытяжка (рис. 80, г) — характерен тем, что направление действующей силы и направление требуемой деформации не совпадают. Длина детали при вытяжке увеличивается за счет местного сужения поперечного сечения детали. Применяют этот способ для удлинения тяг, стержней, штанг и других аналогичных деталей.
Для деталей, у которых во время работы и восстановления возникли остаточные деформации (изгиб, скручивание, коробление и т. д.), применяют способ пластической деформации — правку. В этом случае направление действующей нагрузки или крутящего момента совпадает с направлением действующей деформации. Правкой восстанавливают шатуны, валы и другие детали.
В зависимости от величины деформации детали правят с нагревом или без него. Для ответственных деталей рекомендуется применять правку с нагревом до температуры 400—450° С и выдержкой в течение 0,5—1 ч.
Коленчатые и распределительные валы, полуоси правят в холодном состоянии, так как термическую обработку затруднительно производить в ремонтных мастерских. После правки деталей в холодном состоянии возможно возобновление некоторого изгиба вследствие внутренних остаточных напряжений и напряжений, передаваемых деталью.
Для правки используют гидравлические и винтовые приспособления. Выправленные детали контролируют в центрах станка или приспособления или на призмах с помощью индикатора. Шатуны проверяют на специальном приспособлении, переднюю ось — специальными угольниками, рамы — на контрольных плитах и угольниками.
Разновидность метода пластической деформации — восстановление деталей электромеханическим выдавливанием. Сущность способа заключается в перераспределении поверхностного слоя металла ремонтируемой детали в результате микронагрева в зоне контакта инструмента с обрабатываемой поверхностью и радиального усилия инструмента. Для микронагрева используют специальный источник электрического тока, подключенный к восстанавливаемой детали и рабочему инструменту. Давление на рабочий инструмент передается от суппорта токарного станка. Вследствие малой площади соприкосновения инструмента и детали в зоне контакта выделяется большое количество теплоты, размягчающей металл поверхностного слоя детали. При одновременном воздействии микронагрева и радиального усилия инструмента в зависимости от профиля инструмента происходит высадка детали с Д\ до Д2 или сглаживание с Дч до Дтм (рис. 81). За счет интенсивного охлаждения поверхностного слоя металла в результате отвода теплоты с поверхности слоя детали в глубину и пластической деформации на поверхности детали образуется тонкий упрочненный слой, закаленный до высокой твердости.
Рис. 81. Схема электромеханического восстановления деталей:
1 — высаживающая пластина, 2 — сглаживающая пластина; S — шаг высадки, Р—усилие
Рис. 82. Пост электромеханической обработки:
1 — источник тока, 2 — аппаратный ящик, 3 — токарный станок, 4 — подвижный скользящий контакт, 5 — деталь, 6 — держатель рабочего инструмента, 7 — токоподводящие кабели
Для поста электромеханической обработки (ЭМО) деталей (рис. 82) используют обычный токарно-винторезный станок нормальной точности, марку которого выбирают в зависимости от размеров ремонтируемых деталей. В качестве источника питания для микронагрева на переменном токе служат специальные понижающие трансформаторы с выходными параметрами: сила тока 200—1200 А и напряжение 2—6 В.
В суппорте токарного станка устанавливают универсальный держатель рабочего инструмента. На держателе ролика на оси неподвижно устанавливают высаживающий или сглаживающий ролик. Держатели роликов и сами ролики — сменные, из твердого сплава Т15К6. Высаживающий ролик затачивают под углом 60—70°, контактную поверхность его скругляют, чтобы не повредить ремонтируемую деталь. Радиус скругления сглаживающего ролика доводят до 40—60 мм.
Технологический процесс высадки ремонтируемых поверхностей производят в такой последовательности. Чистую и проде- фектованную деталь устанавливают и закрепляют в центрах или патроне токарного станка.
Держатель в суппорте регулируют так, чтобы горизонтальные оси детали и высаживающего ролика были перпендикулярны и совпадали по высоте. На токарном станке устанавливают необходимые обороты и шаг подачи.
Суппортом устанавливают высаживающий ролик так, чтобы он плотно касался детали. Включив кнопочной станцией трансформатор, переключателем обмоток и реостатом по показанию амперметра устанавливают необходимую для высадки величину тока.
Суппортом токарного станка придают ролику необходимое давление. После выполнения перечисленных подготовительных операций включают станок, горизонтальную подачу и производят высадку восстанавливаемой поверхности.
Процесс сглаживания выполняют в той же последовательности, что и процесс высадки. Восстановление деталей электромеханическим способом позволяет повысить физико-механические свойства поверхностного слоя детали без изменения его характеристики и дополнительной термической обработки.








