 2013-12-31
2013-12-31 802
802Рис. 1.4. Динамика очистки загрязненных деталей двигателей различными моющими средствами
Рис. 1.2. Схема воздействия горячего моющего раствора на масляную пленку: / — деталь; 2 — масляная пленка
Эмульсией называется система несмешивающихся жидкостей, одна из которых распределена в виде мелких капель в другой. Эмульсии подразделяются на два типа: эмульсии прямые — "масло в воде" и эмульсии обратные — "вода в масле". Под маслом здесь понимается любая органическая жидкость, не растворимая в воде и водных растворах.
Эмульгирование жидкой фазы загрязнений возможно в водных растворах ПАВ. Молекулы ПАВ создают на поверхности капель масла прочные адсорбционные слои. Гидрофобная часть молекулы связывается с маслом, а гидрофильная — ориентируется в сторону водного раствора (см. рис. 1.3). При этом происходит гидро-филизация капель масла, что препятствует их слиянию (коалосценции). Вещества, в данном случае ПАВ, адсорбирующиеся на поверхности гидрофобных частиц, называются эмульгаторами.
Диспергирование твердой фазы загрязнений происходит благодаря адсорбции ПАВ на частицах загрязнений. Малое поверхностное натяжение раствора позволяет ему проникать в мельчайшие трещины частиц загрязнения и адсорбироваться ПАВ на поверхностях этих частиц. Адсорбированные молекулы ПАВ создают расклинивающее давление на частицы, разрушая и измельчая их. На процессы эмульгирования и диспергирования большое влияние оказывает механическое воздействие раствора, способствующее разрушению загрязнений.
Важным этапом в моющем процессе является стабилизация в растворе отмытых загрязнений и предупреждение их повторного осаждения на очищенную поверхность. Стабилизация загрязнений зависит в основном от состава моющего раствора и технологических условий его применения (концентрации, температуры, загрязненности).
В итоге моющий процесс можно представить состоящим из ряда последовательных этапов. Поскольку почти все загрязнения гидрофобны, то вода, обладая большим поверхностным натяжением, не смачивает загрязненные поверхности и стягивается в отдельные капли (рис. 1.3,а).
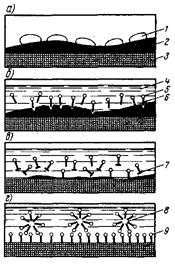
Рис. 1.3. Схема моющего процесса: 1 — капли воды; 2 — загрязнение;3 — очищаемая поверхность; 4 — моющий состав; 5 — гидрофильная часть молекулы ПАВ; 6 — гидрофобная часть молекулы ПАВ (радикал); 7— переход частиц загрязнения в раствор; 8 — частицы загрязнения, стабилизированные в растворе; 9 — адсорбция молекул ПАВ на очищенной поверхности
При растворении в воде моющего средства поверхностное натяжение раствора резко уменьшается, и раствор смачивает загрязнение, проникая в его трещины и поры (рис. 1.3,6). При этом снижается сцепляемость частиц загрязнения между собой и с поверхностью. При механическом воздействии увлекаемые молекулами моющего средства частицы грязи переходят в раствор (рис. 1.3,в). Молекулы моющего средства обволакивают загрязнения и отмытую поверхность, что препятствует укрупнению частиц и оседанию их на поверхность (рис. 1.3,г). В результате частицы загрязнения во взвешенном состоянии стабилизируются в растворе и удаляются вместе с ним.
В быту принято судить о качестве моющего раствора по количеству образующейся пены. Это не совсем верно. Пена способствует удержанию диспергированного загрязнения и предотвращению его осаждения на очищенную поверхность. Однако отождествлять пенообразование с моющим действием нельзя, так как пенообразование не является специфической характеристикой моющего действия.
При очистке поверхности металлов пенообразование имеет большое значение. В одних случаях пенообразование — это положительное влияние, например, при пароводоструйной или электролитической очистке, когда слой пены предотвращает разбрызгивание моющего раствора или создает защитный слой, уменьшающий проникновение едких испарений в атмосферу. В большинстве же случаев пенообразование является отрицательным фактором, т. е. ограничивает использование интенсивного перемешивания моющего раствора. Например, в струйных моечных машинах нельзя применять моющие средства с высоким уровнем пенообразования.
Щелочность моющих растворов является важнейшим фактором, определяющим эффективность очистки. Щелочность определяет способность растворов нейтрализовать кислые компоненты загрязнений, омылять масла, снижать контактное натяжение растворов, жесткость воды и т. д. Различают общую и активную щелочность. Общая щелочность определяется титрованием кислотой с индикатором метилоранжем, а активная — титрованием с фенолфталеином. Моющее действие растворов зависит только от уровня активной щелочности.
Показателем щелочности, равно как и кислотности, служит водородный показатель рН, который определяется как логарифм обратной концентрации ионов водорода. Поскольку моющим действием обладает только часть щелочных соединений, диссоциировавших на свободные ионы, то водородный показатель может служить критерием активности или моющей способности растворов.
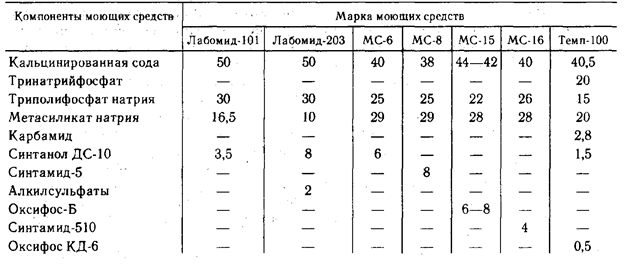
Большое распространение во всех процессах очистки получили синтетические моющие средства (СМС). Основу СМС (табл. 1.3) составляют ПАЬ, активность которых повышена введением щелочных электролитов. Растворы СМС по моющей способности значительно превосходят растворы едкого натра и различных щелочных смесей. Составы СМС для струйных и погружных способов очистки приведены в табл. 1.3.
Указанные СМС выпускают в виде сыпучего, гигроскопичного белого или светло-желтого порошка. Они не-
токсичны, негорючи, пожаробезопасны и хорошо растворимы в воде. Растворы СМС допускают одновременную очистку деталей из черных, цветных и легких металлов и сплавов. В отличие от растворов едкого натра они безопасны в применении. Узлы и детали, подлежащие непродолжительному хранению(10— 15дней), не нуждаются после очистки растворами СМС в дополнительной антикоррозионной обработке. Антикоррозионная защита поверхности обеспечивается силикатами, входящими в состав СМС.
^ Таблица 1.3. Состав синтетических моющих средств для струйных и погружных способов очистки, %
Эффективность рассмотренных СМС представлена в табл. 1.4, из которой видно, что СМС в 3 — 5 раз эффективнее растворов едкого натра. Средства Лабомид-101, Лабомид-102 и МС-6 предназначены для моечных машин струйного типа, а Лабомид-203 и МС-8 — для машин погружного типа. Разработаны новые составы технических моющих препаратов Темп-100 и Темп-100А. Препараты Темп эффективнее, чем Лабомид и МС, и, кроме того, Темп- 100А обладает повышенным пассивирующим действием по отношению к очищаемой поверхности. Из зарубежных СМС наиболее эффективным являются Силирон У-64 и Гр-форте-супер.
Разработано пожаро- и взрывобезопасное средство МС-9, состоящее из неионогенных ПАВ (0,3%), активных добавок— Nа2 СO3 Nа3 РО4, NаОН (6%) и воды(93,7%). МС-9 имеет низкую пенообразующую способность, что позволяет применять его при механизированной очистке деталей струйным методом и использовать при более низкой температуре, чем средство МЛ-52 (МЛ-52 при 80 — 100° С; МС-9 при 70 — 75° С) с одинаковым моющим действием.
^ Таблица 1.4. Эффективность применения моющих средств
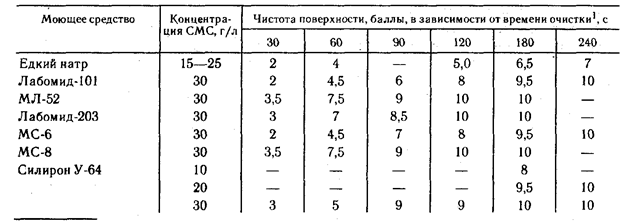
Определено на установке КИ-3127. По пенообразующим свойствам СМС существенно различаются.
Рабочие концентрации растворов СМС зависят от загрязненности поверхности и составляют 5 — 20 г/л. Наилучшее моющее действие растворов СМС проявляется при температуре 80 — 85° С. При 70 ° С и ниже резко снижается моющая способность раствора и усиливается ценообразование. Для непогашения используют дизельное топливо, которое добавляют в раствор в количестве 10—15 г/л.
В ремонтном производстве используется водный раствор едкого натра, который не может применяться для очистки и мойки деталей из алюминия и его сплавов. Алюминий реагирует со щелочами с образованием растворимой соли (алюмината натрия), поэтому для обезжиривания деталей из алюминия и алюминиевых сплавов используют растворы на основе кальцинированной соды (10 — 15 г/л) с добавлением тринатрийфосфата (10 — 25 г/л) и жидкого стекла (10—15 г/л).
Нейтральные жидкости не вступают в химическое взаимодействие с загрязнениями, их очищающее действие основано на образовании с загрязнениями коллоидных растворов, суспензий и эмульсий. Нейтральные жидкости подразделяются на органические (перхлорэтилен, трихлор-этилен, ксилол, ацетон, дихлорэтан, дизельное топливо, керосин тракторный, бензин и уайт-спирит) и неорганические (воду).
К преимуществам органических растворителей следует отнести высокую производительность, возможность удаления загрязнений с деталей сложной формы, так как обезжиривающей способностью обладает не только жидкость, но и пары, возможность многократного использования. Однако у органических растворителей действие избирательное, большинство из них пожароопасно, вредно действуют на организм человека, и они относительно дороги. Повышение скорости и качества очистки находится в зависимости от сочетания высокой химической активности моющей среды и максимального эффекта кавитационного разрушения загрязнений. Как показали исследования моющей способности органических растворителей, хорошие результаты при ультразвуковой очистке от масляных загрязнений дает композиция дизельного топлива и дихлорэтана.
На ремонтных предприятиях часто используют такие моющие средства, как дизельное топливо, бензин, уайт-спирит, керосин. Они применяются для внутренней промывки картера двигателя, коробки передач и ведущих мостов. Наибольший интерес представляет применение этих средств и их композиций для очистки деталей двигателей от асфальтосмолистых отложений и нагаров.
Анализ показывает, что в зарубежном ремонтном производстве имеются тенденции к применению в технологии очистки двигателей очищающих средств на основе органических растворителей. Использование этих средств увеличивает производительность очистных операций в 6 — 8 раз, повышает качество очистки, дает возможность проводить очистку при умеренных температурах (20 — 60 °С). Приблизительно такие же результаты обеспечиваются новыми моющими средствами, созданными в ГОСНИТИ. Лабораторные испытания показывают, что время очистки деталей при использовании этих средств по сравнению с щелочными в несколько раз сокращается (рис. 1.4) при умеренном возбуждении моющих жидкостей колебанием деталей с амплитудой 150 — 200 мм и частотой 1,0 —2,51/с.
Разработан препарат на основе хлорированных углеводородов — Лабомид-315. Этот препарат обладает высокой очищающей способностью по отношению к масляным, асфальтосмолистым и углеродистым отложениям деталей машин и двигателей. По этому показателю Лабомид-315 превосходит все известные препараты, в том числе наиболее активные из них: Ардрокс-667 и Лабомид-311. Лабомид-315 обеспечивает качественную очистку деталей при небольших затратах энергии итемпературе20 — 25°С.
В производстве применяют растворяюще-эмульгирующие средства (РЭС), состоящие из базового растворителя, сорастворителей, ПАВ и воды. Сначала детали погружают в РЭС, где загрязнения растворяются, затем они помещаются в воду или водный раствор щелочных синтетических моющих средств для эмульгирования растворителя и оставшихся загрязнений — при этом эмульгированный растворитель и загрязнения переходят в щелочной раствор, чем обеспечивается необходимое качество очистки. РЭС применяются при очистке деталей от прочных, например, асфальтосмолистых отложений, но их могут использовать и при очистке других загрязнений, когда нет возможности повысить температуру раствора выше 60°С.
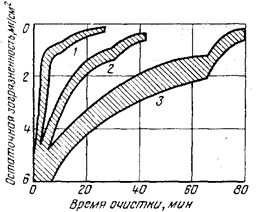
1 — Лабомид-311 и Аплайд — хлорированные углеводороды с фенолами и поверхностно-активными веществами; ^ 2 — ДВП-1, МК-3, АМ-15, МЛ-51 — органические растворители с поверхностно-активными веществами; 3 — МЛ-52, МЛ-51, Лабомид-203, Лабомид-101, МС-8 — синтетические моющие средства
По составу и свойствам растворяюще-эмульгирующие средства, предназначенные для очистки деталей машин, можно разделить на две группы: РЭС-1 — горючие смеси нефтяных углеводородов с ПАВ (смачиватели, эмульгаторы и сорастворители): препараты МК-3, Термос, АМ-15, ДВП-1 и пр.; РЭС-11 — негорючие смеси галоидных производных (чаще всего хлорированных) углеводородов со смачивателями, эмульгаторами, иногда с фенольными соединениями: Лабомид-315, Ардрокс-667, Аплайд 8-77, Л абомид-311, Ардрокс-610с, Аплайд 8-66 и пр.
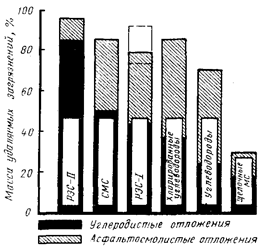
Рис. 1.5. Очищающая способность моющих и очищающих средств
Сравнительная характеристика очищающей способности моющих и очищающих средств РЭС погружением по отношению к асфальтосмолистым и углеродистым загрязнениям представлена на рис. 1.5. Анализ показывает, что РЭС-1 обладает горючестью и низкой активностью по отношению к тяжелым асфальтосмолистым и углеродистым отложениям. РЭС-11 негорюч, достаточно быстро очищает поверхность от масляных и асфальтосмолистых отложений, однако многие его композиции недостаточно активны по отношению к тяжелым асфальтосмолистым и углеродистым отложениям, а эффективные в этом отношении РЭС — высокотоксичны.
47)
| Изобретение относится к сварке, а именно к поточной линии для сборки и свирки кузовов автомобилей преимущественно нескольких типов моделей. Целью изобретения является повышение х производительности путем сокращения времени на переналадку поточной-линии на одну из нескольких моделей кузовов. Поточная линия содержит рабочие позиции со сварочными роботами, транспортер с продольными направляющими и подъемными столами. По обеим сторонам продольных направляющих смонтированы вертикально замкнутые транспортеры с ложементами для каждой модели кузова и зажимными приспособлениями. При замене одной модели кузова на другую вертикально замкнутьш транспортер подводит соответствующий этому кузову ложемент, который фиксируется на рабочей позиции. 17 ил. 7 N3 35 эо Р вез |
СОЮЭ СОВЕТСНИХ
СОЦИАЛИСТИЧЕСНИХ
РЕСПУБЛИН (5f) 4 B 23 37/04
ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ
ОПИСАНИЕ ИЗОБРЕТЕНИЯ /;Н AATEHTV (21) 3640895/25-27 (22} 01.09.83 (46) 23.07,87. Бюл, 827 (71) Фата Юропиан Груп С.п.А. (IT) (72) Гаэтано ди Роса (IT) (53) 621. 791.039 (088.8) (56) Гуляев А.И, Технология точечной и рельефной сварки.-11.: Машиностроение, 1978, с.104-107. (54} ПО 0 1ИА11 rm>Z Dna CSOPKH
СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ (57) Изобретение относится к сварке, а именно к поточной линии для сборки и сварки кузовов автомобилей преиму щественно нескольких типов моделей.
Целью изобретения является повышение
„„ЯО „„1326185 А З производительности путем сокращения времени на переналадкупоточной линии на одну из нескольких моделей кузовов. Поточная линия содержит рабочие позиции со сварочными роботами, транспортер с продольными направляющими и подъемными столами. По обеим сторонам продольных направляющих смонтированы вертикально замкнутые транспортеры с ложементами для каждой Мо дели кузова и зажимными приспособлениями. При замене одной модели кузоBB на другую вертикально замкнутый транспортер подводит соответствующий этому кузову ложемент, который фиксируется на рабочей позиции. 17 ил.
1 1326!
Изобретение относится к области сварки, а именно к конструкции поточной линии для сборки и сварки кузовов автомобилей преимущественно нескольких типов моделей, 5
Цель изобретения — повышение производительности путем сокращения времени на переналадку поточной линии на одну из нескольких моделей кузовов 1<
На фиг. 1 изображена поточная ли- ния, вид с торца рабочей позиции; на фиг,2 — то же, вид сбоку; на фиг °
3 " то же, вид сверху; на фиг. 4-7 схемы различных фаз замены ложементов на рабочей позиции поточной линии; на фиг, 8 — ложементы с рабочими инструментами в рабочем положении; на фиг. 9 — то же, вид сбоку; на фиг.
10-12 — приводные и фиксирующие эле- 20 менты ложементов;на фиг.13 и 14- прижимы нижней части кузова; на фиг.1517 — различные формы кузовов на рабочей позиции поточной линии.
Поточная линия для сборки и свар- 25 ки кузовов автомобилей преимущественно нескольких типов моделей содержит смонтированные на основании 1 рабочие позиции с ложементами 2, зажимными приспособлениями 3 и подъемными столами 4 дпя кузовов, сварочные роботы 5 и 6, систему 7 автоматики.
Транспортер 8 поточной линии содер- жит.направляющие 9 ° По обеим сторонам продольных направляющих 9 смонтированы вертикально замкнутые транспортеры 10. Указанные транспортеры
10 содержат прямоугольной формы направляющие 11. Ложементы для каждой модели кузова автомобиля выполнены 4р в виде плит 2,12 и 13 с колесами 14 на их торцах..Колеса 14 ложементов
2,12 и 13 размещены в прямоугольных направляющих, снабжены приводами перемещения по направляющим 11 и фик- 45 саторами их рабочего положения, выполнены в виде смонтированных на основании 1 стопоров 15. На основании смонтированы винтовые приводы 16 с поцвижными гайками 17. На одной из 5р сторон каждого ложемента 2, 12 и!3 закреплены вилки 18 расположенные с возможностью взаимодействия с соответствующей гайкой 17. Различные формы кузова автомобиля обозначены позициями 19-21.
Поточная линия для сборки и сварки кузовов автомобилей работает следующим образом °
85 2
Одна иэ моделей кузова 19 автомо- биля подается транспортером 8 на рабочую позицию линии, поднимается подъемным столом 4 в проектное положение, фик ируется зажимными приспособлениями 3, смонтированными на основании l и ложементах 2. Затем сварочными роботами 5 и 6 осуществляется сварка кузова 19 автомобиля. После освобождения готовой модели кузова
19 автомобиля от зажимных приспособлений 3, смонтированных на основании
1, и зажимных приспособлений, смонтированных на ложементе 2, кузов 19 автомобиля опускается столом 4 на транспортер 8. Затем транспортер 8 перемещает; сваренный кузов 19 автомобиля на следующую рабочую позицию поточной линии.
В случае прихода на указанную рабочую позицию поточной линии другой модели кузова 20 автомобиля для его сборки производится замена ложемента
2 на ложемент 13. Замена ложементов осуществляется с помощью вертикально замкнутых транспортеров 10 и винтовных приводов с гайкой 17 и вилкой 18, при этом ложемент 2 переводится на позицию, занимаемую ранее ложементом
l2, последний переводится на позицию, занимаемую ложементом 13, а ложемент
13 переводится на позицию, занимаемую ранее ложементом 2, т ° е. на рабочую позицию. Ложемент 13 фиксируется в проектном положении стоповами
15 и в этом случае оказывается подго. товленным к сборке очередной модели кузова 20 автомобиля.
Далее на рабочей позиции начинается сборка и сварка модели 20 автомобиля в той же последовательности, что и при сборке и сварке модели.кузова 19 автомобиля, Аналогично проводятся операции на поточной линии при обработке модели кузова 21, автомобиля.
Поточная линия для сборки и сварки кузовов автомобилей нескольких типов моделей обеспечивает повышение производительности благодаря сокращению времени на переналадку линии на одну из нескольких моделей.
Формула изобретения
Поточная линия для сборки и сварки кузовов автомобилейпреимущественно нескольких типов моделей, содер13 6185 жащая смонтированные на основании рабочие позиции с ложементами и зажимными приспособлениями, транспортер с продольными направляющими и подъем5 ными столами для кузовов, сварочные роботы и систему автоматики, о т л ич а ю щ а я с я тем, что, с целью повышения производительности путем сокращения времени на переналадку поточной линии на одну из нескольких моделей кузовов, рабочие позиции оснащены расположенными по обеим сторонам продольных направляющих вертикально замкнутыми транспортерами с направляющими прямоугольной формы, ложементы для каждой модели кузова автомобиля выполнены в виде плит с колесами на их торцах, размещенными в прямоугольных направляющих, ч снабжены фиксаторами их рабочего положения, выполненными в виде смонтированных на основании стопоров для колес ложементов и винтовных приводов с подвижными гайками, а также закрепленных на одной из сторон каждого ложемента вилок, расположенных с возможностью взаимодействия с соответствующей гайкой.
1 326185
1326185! 326185
Составитель В.Писаренко
Техред Н.Глущенко КоРРектор Т.Колб
Редактор Н,Тупица
Заказ 31Z8/58 Тираж 974 Подписное
- ВНИНПИ Государственного комитета СССР по делам изобретений и открытий
113035,Москва, Ж-35, Раушская наб °, д. 4/5
48) Технологический процесс паяния
Для получения наилучших результатов технологический процесс паяния
должен состоять из следующих операций:
- механической или химической очистки;
- покрытия флюсом;
- нагревания (паяльником, паяльной лампой, на горне);
- предварительного облуживания припоем;
- скрепления мест для спаивания, покрытия их флюсом и нагревания;
- введения припоя, его расплавления и удаления излишков припоя, а также остатков флюса.
Лужение - процесс покрытия металлических поверхностей оловом или специальным сплавом на оловянной основе (полудой). Предварительное лужение имеет весьма важное значение, так как в этом случае достигаются повышенные прочность и плотность спая. В случае невозможности предварительного лужения паяние ведут и по чистой поверхности, но результаты, конечно, будут более низкими.
Для предварительного лужения применяется тот же припой, какой применяется и для последующего паяния. Если, например, паяние производится припоем марки NPAI-Sn63, то и предварительное лужение должно быть осуществлено тем же припоем.
Задача быстрой, качественной и недорогой ручной пайки усложняется в условиях массового перехода к технологии поверхностного монтажа (SMT): ведь эффективная площадь соприкосновения объектов при SMT в сотни раз меньше, чем при пайке компонентов в отверстия!
Для выполнения большинства видов паяльных работ (в том числе c монтажом на поверхность, за исключением новейших корпусов) по-прежнему может использоваться паяльник. Однако это уже не "обычный" паяльник, а инструмент в составе паяльной станции. Основа паяльной станции - электронный блок стабилизации температуры инструмента. Два фактора: стабильность температуры и достаточная (но не избыточная) продолжительность пайки играют при прочих равных условиях ключевую роль в обеспечении качества паяного соединения.
При ручной пайке продолжительность операции находится во власти радиомонтажника, а обеспечение стабильности температуры возлагается на инструмент. Формирование идеального паяного соединения осуществляется в течение двух секунд при температуре 220°C. В конвекционных печах температура на фазе оплавления поддерживается в диапазоне 225°C..235°C, в инфракрасных печах - 225°C..250°C, а в машинах пайки волной - 240°С..250°C.
При ручной пайке миниатюрных электронных узлов температуру инструмента стремятся держать в диапазоне 235°C..295°C, а время пайки каждого соединения в последнем случае сокращают приблизительно до одной секунды. К сожалению, температура “обычного” паяльника существенно изменяется при выполнении серии паек: сначала (и после пауз) она находится далеко за верхним пределом оптимальной рабочей зоны (например, 375°C..400°C), а после нескольких операций за короткий промежуток времени опускается ниже оптимальной рабочей зоны. Длительность пайки постепенно увеличивается, а температура может снизиться вплоть до области холодной пайки. Холодная пайка имеет место при температурах выше 183°C, но ниже 220°C - когда припой уже оплавился, но диффузия металлов на достаточную глубину еще не произошла. Прочность такого соединения низка.
С другой стороны, завышенная температура пайки или избыточное время нахождения припоя в жидком состоянии тоже влияют на прочность, уменьшая эластичность соединения.
Целью дефектации разобранных деталей является определение их технического срстояния и сортировка на соответствующие группы: годные, подлежащие восстановлению и негодные. Результаты дефектации и сортировки используются для определения коэффициентов годности и распределения деталей по маршрутам восстановления.
Многие причины отбраковки деталей прямо или косвенно связаны с техническими возможностями средств и методов контроля и дефектации. Существенное влияние на нормы отбраковки оказывают также технологические возможности авторемонтного предприятия. Нередки случаи отбраковки деталей, содержащих исправимые дефекты, только из-за отсутствия соответствующих методов ремонта.
После сортировки годные детали отправляют в комплектовочное отделение, негодные — на склад металлолома или для использования как материал для изготовления других деталей. Детали, требующие восстановления, после определения марш* рута ремонта поступают на склад деталей, ожидающих ремонта, и далее на соответствующие участки восстановления. Громоздкие детали— рамы, картеры задних мостов и другие — контролируют непосредственно на рабочих местах.
Дефектацию деталей выполняют внешним осмотром, а также при помощи инструмента, приспособлений, приборов и оборудования. В процессе дефектации и сортировки детали маркируют краской: годные — зеленой, негодные — красной, детали,
подлежащие восстановлению, — желтой. Количественные показатели дефектации и сортировки деталей фиксируют в дефектовочных ведомостях или при помощи специальных суммирующих счетных устройств.
Дефектацию обычно начинают с наружного осмотра деталей, определяя их общее техническое состояние и выявляя внешние дефекты — трещины, пробоины, вмятины и др. Для выявления скрытых дефектов применяют приборы и приспособления, работа которых основана на неразрушающих методах контроля.
Развитие средств и методов дефектации в итоге позволяет улучшить качество ремонта автотранспортных средств. На крупных авторемонтных заводах используют автоматизированные системы управления (АСУ), в том числе и на участках дефектации деталей, позволяющие получать необходимую информацию о количественных показателях производственного процесса, потребностях в материалах, комплектующих изделиях и обеспечивать ритмичность работы цехов и участков.
Комплекс методов дефектации или методов технической диагностики, позволяющий получить количественные критерии качества продукции, играет все более важную роль в обеспечении ресурса капитально отремонтированных автотранспортных средств до уровня 0,8 ресурса новых.
^








