 2013-12-31
2013-12-31 974
974Механическая обработка
Пластическое деформирование
Гальваническое и химическое наращивание
Это тоже достаточно распространённые способы ремонта. Есть множество видов гальванических и химических способов осаждения, запишите часть из них:
хромирование; осталивание; цинкование;
оксидирование; фосфатирование; кадмирование;
химическое никелирование; меднение.
Наиболее распространены при ремонте деталей ПМ хромирование, осталивание, цинкование, оксидирование и фосфатирование.
Номенклатура деталей очень широка. Цели нанесения гальвано и химических покрытий:
восстановление изношенных поверхностей деталей, их упрочнение – хромированием, осталиванием, никелированием;
защита деталей от коррозии – цинкование, кадмирование, бронзирование, оксидирование, фосфатирование;
повышение электропроводности или улучшения условий пайки - лужение, серебрение, никелирование;
защитно-декоративные – хромирование, никелирование, оксидирование;
в качестве грунта под краски и лаки – фосфатирование, анодирование.
Более подробно об этих способах можно узнать в учебнике и методичках.
Так как покрытия очень разные, то, соответственно, сложно выделить общие достоинства и недостатки.
Для восстановления размеров и формы деталей – устранения изгибов, скручивания, коробления и тому подобных дефектов очень распространён способ ремонта, основанный на использовании пластических свойств материала деталей. Наибольшей пластичностью обладают чистые металлы, а введение в них легирующих элементов ведёт к снижению пластичностью. Увеличение температуры и снижение скорости деформации благоприятно влияют на пластические свойства металлов. Вообще, восстановление деталей пластическим деформированием отличается простотой и экономичностью, поэтому по возможности стараются воспользоваться этими способами.
Различают следующие виды деформирования металлов, используемые в ремонтном производстве:
осадка; вдавливание; раздача; обжатие; вытяжка; накатка; правка. (рисунки рисовать из тетрадей!!!)
При ремонте деталей ПМ, механическая обработка занимает важное место. Без неё невозможно применение таких способов ремонта, как наплавка, электролитическое наращивание, пластическая деформация.
Механическая обработка в подавляющем большинстве случаев применяется не в чистом виде, а как предшествующий какому-либо способу технологический процесс и ещё чаще – как завершающий.
механическая обработка имеет не только вспомогательное значение, но может выступать и в роли самостоятельного способа ремонта в виде обработки детали под ремонтный размер.
При неоспоримых преимуществах – дешевизне и простоте при отсутствии в ремонтном производстве специального технологического оборудования, недостатки этого способа не позволяют широко его применять. К недостаткам относят снижение срока службы из-за уменьшения размеров деталей и снижения твёрдости рабочих поверхностей цементированных и азотированных деталей; в противном случае пришлось бы значительно увеличить металлоёмкость конструкций изделий, кроме того, ремонтные размеры усложняют процессы комплектации изделий и сборки, увеличивают номенклатуру применяемых деталей; усложняют снабжение ремонтных средств запасными частями; усложняются и процессы дефектации.
Или, иначе, обработка под ремонтный размер. При этом из двух сопряжённых деталей, более дешёвую изготавливают новую, ремонтного размера, а более дорогую механической обработкой переводят в ремонтный размер.
Ремонтным называется заранее установленный расчётом размер детали, отличный от номинального, по которому осуществляется механическая обработка детали с сохранением первоначальной посадки, класса точности и класса чистоты. Для охватывающих деталей (типа втулка) ремонтный размер больше номинального, а для охватываемых (типа вал) – меньше.
Ремонтные размеры бывают категорийные и пригоночные.
Разновидность этого способа – ремонт постановкой дополнительной детали. При этом изношенная поверхность одной из деталей сопряжения обрабатывается под ремонтный размер, и на неё запрессовывают или устанавливают как-то иначе дополнительную деталь – втулку, кольцо, накладку, резьбовой ввёртыш или что-то иное. При этом, на примере втулки, внутренний диаметр этой втулки равен ремонтному размеру, а внешний – номинальному.
Считается, что способ ремонта постановкой дополнительной детали полностью восстанавливает ресурс сопряжения. Да, но при этом ресурс узла и изделия в целом восстанавливается не до первоначального значения, так как с добавлением промежуточной детали усложняется размерная цепь, снижается жёсткость, изменяются условия вибро-, тепло- напряжённости.
17. Стратегии ремонта полиграфических машин: виды, характеристики, области применения, достоинства, недостатки.
Стратегия ТО или Р – это комплекс принципов и правил управления техническим состоянием машин в ходе эксплуатации. (ГОСТ 24212-80) Так же, как есть разные методы ТО и ремонта, применяются следующие стратегии ТО (Р):
по потребности;
по наработке или календарному времени;
по техническому состоянию;
смешанные.
По потребности. Эта стратегия оправдана, когда последствия отказа имеют только незначительный экономический ущерб (II группа отказов), нет опасности нарушения правил ТБ, правил экологии или возможного значительного экономического ущерба при отказе. При такой стратегии изделие эксплуатируется до отказа, затем проводят неплановый ремонт требуемого объёма.
На рисунке 5.3. представлена иллюстрация технической эксплуатации изделия при стратегии ТО и Р по потребности.
По оси абсцисс отложено календарное время эксплуатации машины, а по оси ординат – показатель качества, какой-то многопараметрический диагностический параметр, совокупный показатель качества.
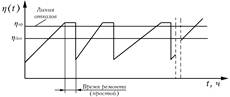
Рис. 5.3. Иллюстрация эксплуатации изделия при стратегии ТО и Р по потребности
Конечно, такой идеальной линии, характеризующей изменение ТС, не бывает. Наклон линий может быть неодинаков, так как в разное время разные условия использования по назначению изделия. На этом рисунке постоянная величина – превышение линией ТС линии отказов.
По наработке. Проводятся регламентированное ТО и плановые регламентированные ремонты – в заранее намеченные сроки и с определённым объёмом работ. Эта стратегия применяется, когда последствия отказа приводят к нарушению ТБ, экологичности или существенному экономическому ущербу. При этой стратегии предварительная оценка ТС не проводится. При регламентированном ремонте проводится в обязательном порядке полная или частичная разборка изделий и (или) составных частей и дефектация деталей. А вот объём восстановительных операций зависит от результатов дефектации и конечно, не регламентирован. Такая стратегия применяется в тех случаях, когда отказ приводит к нарушению ТБ, экономических норм и существенному экономическому ущербу. В полиграфии стратегия по наработке применяется к тормозным устройствам, системам смазки, контрольным и блокировочным устройствам.
Рисунок 5.4. поясняет управление ТС изделия при стратегии ТО и Р по наработке (календарному времени эксплуатации). На этом рисунке постоянная величина – периодичности профилактики.
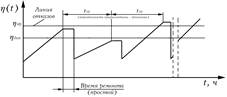
Рис. 5.4. Иллюстрация эксплуатации изделия при стратегии ТО и Р по наработке (календарному времени эксплуатации)
По техническому состоянию. Перечень и объём операций определяется фактическим состоянием изделия на основе данных его диагностирования. Подразумевается, что изделие имеет высокие показатели контролепригодности. Отказы составных частей (или машины в целом) второго рода, то есть имеют незначительный экономический характер.
Для изделий с невысокой контролепригодностью стратегия по техническому состоянию предполагает, что перечень операций, в том числе разборки изделия, устанавливается по результатам его диагностирования перед принятием решения о проведении ремонта. В этом случае заранее назначается периодичность и объём работ по контролю ТС изделий. Это так называемый ТО с периодическим или непрерывным при наличии встроенных систем диагностики контролем и ремонтом по ТС.
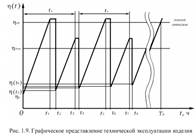
На рисунке 5.5. представлена иллюстрация технической эксплуатации изделия при стратегии ТО и Р по техническому состоянию. На этом рисунке постоянным является факт превышения линией ТС допустимого значения.
Рис. 5.5. Иллюстрация эксплуатации изделия при стратегии ТО и Р по техническому состоянию
Смешанная – для различных составных частей изделия применяют разные стратегии. Конечно, самый распространённый вид стратегии.
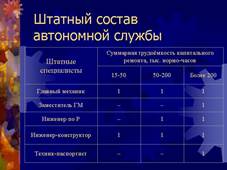
 18.Структура и состав служб технического обслуживания и ремонта на полиграфических предприятиях с разным суммарным объемом работ по ремонту. Функциональные обязанности основных должностных лиц.
18.Структура и состав служб технического обслуживания и ремонта на полиграфических предприятиях с разным суммарным объемом работ по ремонту. Функциональные обязанности основных должностных лиц.
Служба ТО и Р – совокупность исполнителей производственных мощностей и документации, регламентирующей их деятельность.
Виды служб ТО и Р:
- автономные
наиболее оперативны но ограниченны по возможностям, невысокое качество ТО и Р и большие затраты на ремонтную службу, ограниченные возможности.
- центральные (фирменные)
Основные операции ТО и Р выполняются сторонними организациями. Используется, если на предприятии небольшая суммарная продолжительность ремонтов
- комбинированные
Наиболее универсальный вариант. Собственные ОГМ, ремонтные, механические цеха типографий выполняют мелкие виды ремонтов и ТО, сложные операции, сервисное обслуживание, ремонт специализированных составляющих выполняется сторонними организациями.


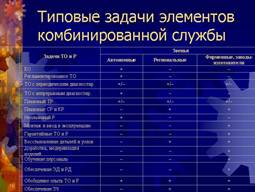 19.Типовые операции технологического обслуживания (ТеО), технического обслуживания (ТО) и ремонта.
19.Типовые операции технологического обслуживания (ТеО), технического обслуживания (ТО) и ремонта.
Типовые операции (ТеО):
-настройка машины на правильное функционирование
-заправка технологическим материалом
-установка вспомогательных приспособлений
-очистка машины от остатков технологических материалов после завершения работы
Типовые операции ТО:
-определение ТС изделий с заданной точностью
-мойка
-чистка
-смазка
-дозаправка эксплуотационными материалами влияющими на его ТС
-замена некоторых составных частей изделия
-эксплуотационные регулировки
Типовые операции Р:
-диагностирование
-разборка изделия
-дефектация узлов и деталей
-восстановление или замена деталей
-эксплуотационные и монтажные регулировки
-сборка
-испытания








