 2013-12-31
2013-12-31 802
802Технологическая схема общей разборки машины при ремонте дает наглядное представление о её составе и последовательности снятия с нее составных частей.
Методика составления технологической схемы общей разборки машины следующая
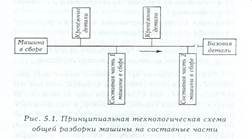
Проводится горизонтальная линия общей разборки, по краям которой расположены два прямоугольника: слева - обозначающий машину в сборе, справа базовую деталь (например, станину) машины. Общая разборка машины представляет собой процесс разъединения её на составные части. Для этого должны быть сняты детали, крепящие их к базовой детали. Они показываются в последовательности их снятия в виде прямоугольников, отходящих ОТ линии общей' разборки вверх
Составные части, снимаемые с машины, показываются в порядке их удаления с учётом последовательности снятия крепёжных деталей также в виде прямоугольников, но отходящих ОТ линии общей разборки вниз
| Наименование | |
| детали | |
| ГОСТ | Кол-во |
| (номер позиции) |
| Наименование сборочноu | |
| единицы | |
| Обозначение nо'сnе- | |
| цификации (номер | Кол-во |
| поз. основнои дет.) |
| Наименование | |
| детали | |
| Обозначение по | |
| спецификации | Кол-во |
| (номер позиции) |
| Наименование составнои | |
| части машины | |
| Обозначение по сnе- | |
| цификации (номер | Кол-во |
| поз. основнои дет.) |
Рис. 5.2. Оформление прямоуголъников технологических схем сборки (разборки)
Оформление прямоугольников технологических схем сборки (разборки) показано на рис. 5.2.
На технологических схемах разборки указывается применяемый при выполнении разборки слесарномонтажный инструмент, например, гаечные ключи, отвёртки, слесарные молотки, бородки и другие инструменты. Должны быть указаны характерные при ёмы при снятии составных частей машины, например, въznpeccoвaтъ, раззенковатъ и т.д. (см. примерына рис. 5.4, 5.7 и др.)
Временные направление последовательности снятия с машины отдельных крепежных деталей и составных частей машины показывается стрелкой, параллельной линии общей разборки (см. рис. 5.1).
Методика составления технологической схемы узловой разборки составной части машины такая же, как была рассмотрена выше. Отличие состоит только в том, что при узловой разборке составная часть машины расчленяется на отдельные сборочные единицы, которые при необходимости могут быть разобраны до отдельных изношенных деталей, требующих ремонта или замены.
Сборка это процесс соединения деталей в сборочные единицы и затем сборочных единиц в машины в соответствии с ТУ.
Для получения заданной точности сборочных размеров при ремонте применяют методы сборки основанные на принципах полной или частичной взаимозаменяемости. При ремонте ПМ данный метод имеет более ограниченное применение. Это объясняется тем что по мимо новых и отремонтированных деталей на сборку поступают изношенные но годные по ТУ на дефектацию детали.
Сборка с регулированием. Сущность метода заключается в том, что заданная точность сборочного размера достигается введением дополнительной детали (компенсатора) или изменением ее размера. Этот метод позволяет использовать при ремонте детали с расширенным допуском повторно.
Сборка с пригонкой. При этом методе сборка сопровождается дополнительной операцией – обработкой одной или нескольких деталей собираемого узла. Метод применяется для обеспечения требуемой посадки в сопряжениях, плотного прилегания рабочих поверхностей, фиксации деталей и узлов.








