 2018-03-08
2018-03-08 253
253В основе метода лежит использование механических средств – специальных ножниц и ножей по металлу. Сначала мастер помещает металлический лист на рабочий стол станка и фиксирует его при помощи прижимной балки. Затем устанавливает нож и совершает резку. Гильотина позволяет получить идеально ровный край, без зазубрин, заусенцев и лишних кромок. При этом кривизна среза равна нулю, т. к. отрезание производится лезвием по всей ширине листа одновременно.
Сегодня существует четыре вида гильотин для резки металла:
• ручные,
• гидравлические,
• пневматические
• электромеханические.
Принцип их действия одинаков, но в последних трех видах для точности и безопасности используется электроника, а некоторые станки способны резать металл как поперек, так и вдоль.
Резка металла гильотиной используется в основном для заготовительных работ.
Недостатки метода:
1. Ограниченность по типу металла и толщине разрезаемого листа (для гидравлических машин максимум 6 мм).
2. Невысокая точность получаемых полос, которая во многом зависит от квалификации оператора.
3. Нельзя выполнить фигурную резку.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм. Они имеют нижний неподвижный и верхний подвижный нож, наклоненный под углом 2...6°. Это обеспечивает постепенный вход ножа в работу, облегчает резание, обеспечивает качественное разрезание. Нижний нож крепится к задней части стола 2, установленного на станине 1 (рис. 12), верхний – к ползуну 7. От электродвигателя 6 через клиноременную передачу получает вращение кривошипный вал 4. Два эксцентрика 5, смонтированные на нем, сообщают ползуну возвратно-поступательное перемещение по направляющим стоек 3. Разрезаемый лист укладывается на стол и кронштейны 9 и прижимается прижимом 8.
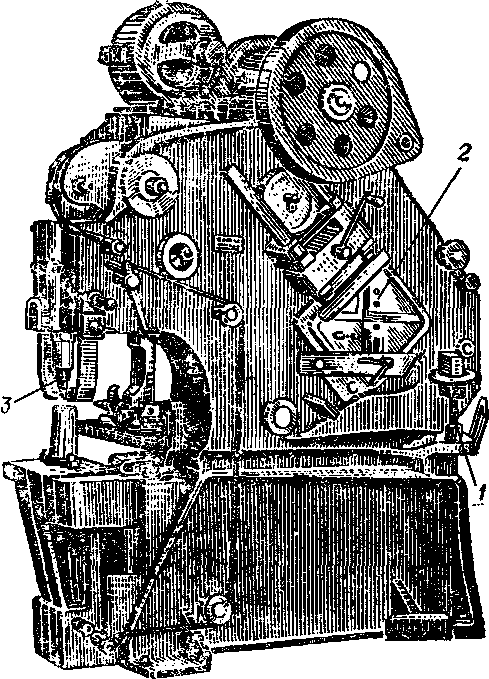
| Рис. 13. Комбинированные пресс-ножницы |
 В однокривошипных (эксцентриковых) комбинированных пресс-ножницах (рис. 13) на одной станине смонтированы листовые ножницы 1 с прямым ножом для резки листового металла, сортовые ножницы 2 с секционными ножами по форме сечения разрезаемого металла (круг, квадрат, полоса, уголок, швеллер и др.) и дыропробивной пресс 3 для пробивки отверстий. Каждый инструмент смонтирован всоответствующем месте станины и может работать независимо. Привод ножниц осуществляется от электродвигателя через механическую передачу.
В однокривошипных (эксцентриковых) комбинированных пресс-ножницах (рис. 13) на одной станине смонтированы листовые ножницы 1 с прямым ножом для резки листового металла, сортовые ножницы 2 с секционными ножами по форме сечения разрезаемого металла (круг, квадрат, полоса, уголок, швеллер и др.) и дыропробивной пресс 3 для пробивки отверстий. Каждый инструмент смонтирован всоответствующем месте станины и может работать независимо. Привод ножниц осуществляется от электродвигателя через механическую передачу.
Вибрационными ножницами можно вырезать заготовки со сложным криволинейным контуром, вырубать контурные отверстия. У них нож получает быстрое возвратно-поступательное перемещение со скоростью 1200...2500 двойных ходов в минуту. Ножницы обеспечивают высокую производительность резки.
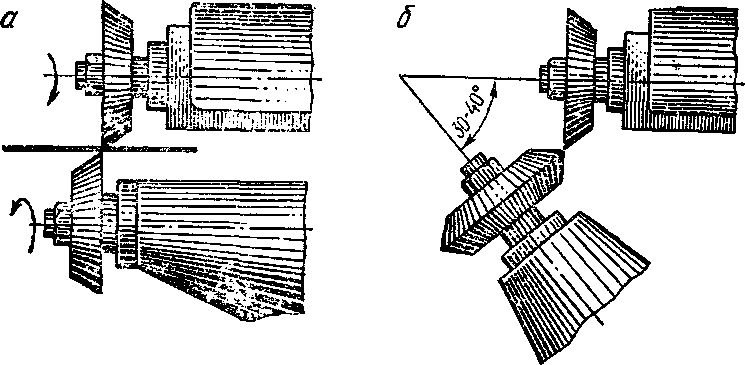
| Рис. 14. Роликовые ножницы |
 Роликовые (дисковые) ножницы имеют два остро-заточенных ролика или дисковые ножи. От электродвигателя через механическую передачу они получают вращение в разные стороны. Материал затягивается роликами и, проходя между ними, разрезается. Имеются роликовые ножницы с параллельным расположением валов (рис. 14, а), с наклонным расположением нижнего ножа (рис. 14, б) а с наклонным расположением обоих ножей. Они позволяют резать полосы, вырезать круглые диски и кольца, фасонные изделия из листового металла толщиной 2,5...30 мм.
Роликовые (дисковые) ножницы имеют два остро-заточенных ролика или дисковые ножи. От электродвигателя через механическую передачу они получают вращение в разные стороны. Материал затягивается роликами и, проходя между ними, разрезается. Имеются роликовые ножницы с параллельным расположением валов (рис. 14, а), с наклонным расположением нижнего ножа (рис. 14, б) а с наклонным расположением обоих ножей. Они позволяют резать полосы, вырезать круглые диски и кольца, фасонные изделия из листового металла толщиной 2,5...30 мм.
Приступая к работе на разрезных станках (пилах по металлу, приводных ножовках и ножницах), необходимо познакомиться с инструкцией по безопасной работе на них и строго соблюдать указанные правила техники безопасности.








