 2018-03-08
2018-03-08 499
4991. Оберегать руки от ранения заусенцами; работать в рукавицах.
2. Надежно закреплять заготовки в тисках.
3. При работе электроинструментами:
а) работать в резиновых перчатках и на резиновом коврике;
б) корпус электроинструмента, работающего под напряжением свыше 36 В, заземлять;
в) электропривод к электроинструменту защищать от механических повреждений (проволочная оплетка, резиновые трубки и пр.).
4. При работе на приводных ножовочных станках:
а) не касаться руками ножовочного полотна;
б) не оставлять станок включенным во время перерывов.
ОПИЛИВАНИЕ
Учебник Слесарное дело Б.С.Покровский, В.А. Скакун стр. 114-136
Сущность и назначение опиливания
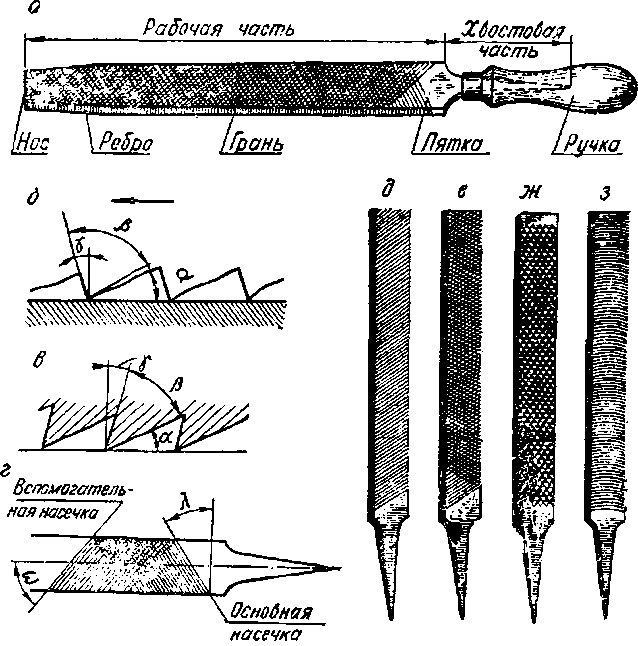
| Рис. 1. Насечка напильников |
Напильники
Напильники – это стальные стержни определенного сечения, на гранях которых выполнена насечка, образующая режущие зубья. Основные части напильников указаны на рис. 1, а.
Зубья напильников получают насеканием, фрезерованием, накатыванием. Наиболее распространены напильники с насеченными зубьями, выполняемыми зубилами на пилонасекальных станках. Образующийся насеканием зуб имеет форму клина (рис. 1, б) с отрицательным передним углом (g = 12°-15°) и сравнительно большим задним углом (α = 35-40°), чтобы обеспечить достаточное пространство для размещения стружки. Получающийся при этом угол заострения β = 62--67° обеспечивает прочность зуба.
Зубья фрезерованных напильников имеют положительный передний угол у = 2-10° (рис. 1, в). У них угол резания d меньше 90° и, значит, меньше усилие резания. Но ввиду большой стоимости фрезерованные напильники распространены меньше.
У накатанных напильников зубья выдавливаются специальными накатками.
Насечка напильников выполняется одинарной, двойной, рашпильной и дуговой.
Напильники с одинарной (простой) насечкой (рис. 1, д) имеют зубья, расположенные наклонно к его оси. Благодаря сравнительно большой длине зуба они снимают широкую стружку, что требует большого усилия. Поэтому одинарнаянасечка делается у напильников для  обработки мягких металлов и неметаллических материалов.
обработки мягких металлов и неметаллических материалов.
 Чаще применяется двойная (перекрестная) насечка, (рис. 1, г, е), состоящая из основной, которая образует профиль зуба, и вспомогательной, которая формирует стружкоделительные канавки (разделяющие зуб на участки). Это обеспечивает дробление стружки, что значительно облегчает резание. Наклон насечек выбирают так, чтобы угол между ними обеспечивал наибольшую производительность при наименьшем сопротивлении резанию. Опытным путем установлено, что для стали, например, таким углом будет 110-120°.
Чаще применяется двойная (перекрестная) насечка, (рис. 1, г, е), состоящая из основной, которая образует профиль зуба, и вспомогательной, которая формирует стружкоделительные канавки (разделяющие зуб на участки). Это обеспечивает дробление стружки, что значительно облегчает резание. Наклон насечек выбирают так, чтобы угол между ними обеспечивал наибольшую производительность при наименьшем сопротивлении резанию. Опытным путем установлено, что для стали, например, таким углом будет 110-120°.
Наклонное расположение насечки напильников увеличивает длину зуба, у двойной насечки увеличивается число участков зуба, одновременно участвующих в работе. При этом уменьшается нагрузка на зуб, так как в работе участвует сразу несколько зубьев и входят они в работу постепенно. Благодаря расположению зубьев под углом появляется составляющая усилия резания, направленная вдоль зуба, что улучшает отвод стружки.
 Рашпильная насечка (рис. 1, ж) получается выдавливанием металла трехгранными зубилами, оставляющими расположенные в шахматном порядке выемки.
Рашпильная насечка (рис. 1, ж) получается выдавливанием металла трехгранными зубилами, оставляющими расположенные в шахматном порядке выемки.
Дуговую насечку (рис. 1, з) имеют фрезерованные напильники.
Расстояние между соседними зубьями насечки называется шагом. Шаги у основной и вспомогательной насечек берутся различными. Они меньше у вспомогательной насечки. Благодаря этому выемки у зубьев располагаются наклонно к оси и то, что оставит предыдущий зуб, снимает последующий. Обрабатываемая поверхность получается с меньшей шероховатостью.
По назначению напильники можно разбить на пять групп: слесарные общего назначения, специальные и специального назначения, надфили, рашпили, машинные напильники.
Слесарные напильники общего назначения изготовляются длиной 100, 125, 150, 200, 250, 300, 350 и 400 мм (длиной напильника считается размер его насеченной части) восьми типов: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные.
Плоские остроносые напильники (рис. 2, а) имеют прямоугольное сечение, слегка суживающееся к носу. У них насечены широкие и одна узкая грань. Напильники предназначаются для обработки плоскостей, выпуклых криволинейных поверхностей, широких пазов, больших отверстий.
Плоские тупоносые напильники (рис. 2, б) имеют одинаковую ширину по всей длине. Из узких граней у них насечена только одна, что позволяет обрабатывать плоскости, расположенные под углом 90°. Ненасеченная сторона не испортит при этом сопряженной поверхности.
Квадратными напильниками (рис. 2, в) обрабатывают небольшие плоскости, квадратные, прямоугольные отверстия и пазы, когда нельзя вести обработку плоским напильником из-за его ширины. У них ребра также насечены, что позволяет выпиливать углы.
Трехгранными напильниками (сечение – равносторонний треугольник) (рис. 2, г) распиливают трехгранные и многогранные отверстия, обрабатывают углы 60° и более.

| Рис. 2. Слесарные напильники общего назначения |
Полукруглые напильники (сечение – сегмент) (рис. 2, е) позволяют обрабатывать вогнутые криволинейные поверхности значительного радиуса и большие отверстия (выпуклой стороной); плоскости, выпуклые криволинейные поверхности и углы более 30° (плоской стороной).
Плоские, квадратные, трехгранные, круглые и полукруглые напильники на '/з длины сужаются к носу по толщине. Это создает небольшую выпуклость и позволяет снимать припуск в любом месте обрабатываемой поверхности.
Пазы и углы свыше 15° опиливают ромбическими напильниками (рис. 2, ж), углы свыше 10° и узкие канавки – ножовочными напильниками (рис. 2, з). Ромбические напильники имеют постоянное по всей длине сечение в виде вытянутого ромба, ножовочные – в виде вытянутой трапеции.
У всех напильников общего назначения насечка двойная с углом наклона основной насечки l = 35° и вспомогательной ω = 45° (см. рис. 65, г). Узкие грани плоских и ножовочных напильников имеют одинарную насечку.
 В зависимости от числа насечек на 10 мм длины напильники изготовляются с насечкой шести номеров — 0, 1, 2, 3, 4 и 5 (ромбические и ножовочные напильники с насечкой № 2, 3, 4 и 5).
В зависимости от числа насечек на 10 мм длины напильники изготовляются с насечкой шести номеров — 0, 1, 2, 3, 4 и 5 (ромбические и ножовочные напильники с насечкой № 2, 3, 4 и 5).
Напильники с насечкой № 0 и 1 – драчевые – имеют на длине 10 мм от 4,5 до 14 насечек (с уменьшением длины напильника количество насечек увеличивается). Напильники с насечкой № 2 – личные. У них 8,5...20 насечек на 10 мм длины. У напильников с насечкой № 3, 4 и 5 – бархатных – на 10 мм длины выполняется до 56 насечек.
Специальные напильники имеют целевое назначение. К ним относятся: пазовые напильники прямоугольного сечения для обработки узких пазов; плоские и квадратные напильники с фрезерованными зубьями для опиливания чугуна и цветных металлов; плоскопараллельные напильники прямоугольного сечения для отделочных работ на токарных станках; брусовки – напильники длиной свыше 400 мм квадратного сечения для снятия больших припусков; напильники для заточки пил по дереву, для контроля твердости (тарированные). Слесарные напильники специального назначения отличаются от напильников общего назначения другими размерами. Они предназначаются для специальных работ. Специальные напильники для обработки цветных металлов имеют иные углы наклона насечек. Их маркируют буквами ЦМ (цветные металлы) на хвостовике.
Надфили – это мелкие напильники длиной 40, 60 и 80 мм для лекальных, граверных, ювелирных работ, зачистки в труднодоступных местах (обработка матриц, мелких отверстий, острых углов, коротких участков профиля и пр.).
Напильники общего и специального назначения, надфили изготавливаются из углеродистой инструментальной стали марок У13 или У13А.

| Рис. 3. Машинные напильники |
Машинные напильники применяются для опиловочных станков с вращательным движением (борнапильники и дисковые) и с возвратно-поступательным движением (стержневые).
Борнапильники (рис. 3, а)имеют фасонную головку с насеченными или фрезерованными зубьями. Они изготавливаются цельными (с хвостовиками) и насадными (наворачиваются на оправку) разнообразной формы и размеров – цилиндрические, угловые, дисковые, шаровые, цилиндрические закругленные, грушевидные, конические и др. Борнапильниками обрабатывают фасонные поверхности, опиливают и зачищают изделия в труднодоступных местах.
Для предварительной обработки крупных заготовок (отливок, поковок) применяют дисковые напильники (рис. 3, б) – диски диаметром 150...200 мм и толщиной 10...20 мм с насеченными или фрезерованными зубьями. Они работают на станках, подобных точильно-заточным.
Стержневые (брусковые) напильники (рис. 3, в) различных типов отличаются наличием двух хвостовиков или хвостовика и упорного центра для крепления в станке.
Пластинчатые напильники (рис. 3, г) предназначаются для станков с гибкой, непрерывно движущейся лентой, к которой они крепятся заклепками. Это бруски с насечкой без хвостовиков прямоугольного, овального или полукруглого сечения.
Ручки напильников изготавливаются из клена, березы, ясеня, прессованной бумаги. Их длина берется в 1,5 раза больше длины хвостовика. Для насаживания напильника в ручке сверлится или выжигается небольшое отверстие. В него вводится хвостовик насаживаемого напильника и ударом ручки о верстак закрепляется. Чтобы во время насадки напильника ручка не раскололась, она имеет металлическое кольцо. После насаживания между плечиками напильника и краем ручки должно быть расстояние 15...20 мм для подбивания ослабленной ручки. Для снятия ручки напильник берут в левую руку и слегка ударяют молотком по краю ручки у кольца. Слесарями-новаторами предложены ручки с гайкой внутри, навинчиваемой на хвостовик напильника.
Выбор напильников
Для выполнения заданной работы необходимо выбрать тип напильника, его длину и номер насечки.
Тип напильника определяется формой обрабатываемой поверхности, длина – размерами ее. Напильники берутся длиной на 150 мм больше размера обрабатываемой поверхности. Для опиливания тонких пластин, пригоночных и доводочных работ рекомендуется брать короткие напильники (100...150 мм), имеющие более мелкую насечку. Когда требуется снять большой припуск, работают напильниками длиной 300...400 мм. У них насечка крупная, обработка будет идти быстрее.
Номер насечки выбирается в зависимости от вида обработки и размеров припуска. Для черновой обработки применяют напильники с насечкой № 0 и 1. Они снимают припуск до 1 мм. Точность обработки этими напильниками невысокая – 0,1...0,2 мм. Чистовую обработку выполняют напильниками с насечкой № 2. На обработку личными напильниками оставляется припуск до 0,3 мм. Ими обеспечивается точность порядка 0,02...0,05 мм. Для окончательного опиливания и доводки поверхности с точностью до 0,001 мм берут напильники № 3, 4 и 5. Они снимают слой металла до 0,01...0,02 мм.
Тонкие заготовки из стали повышенной твердости рекомендуется опиливать напильниками с насечкой № 2. При отсутствии специальных напильников цветные металлы обрабатывают напильниками общего назначения с насечкой № 1. Личные и бархатные напильники для опиливания цветных металлов непригодны.








