 2018-03-08
2018-03-08 1254
1254Обработка плоскостей, расположенных под углом 90°. Сначала опиливают плоскость, принимаемую за базовую, добиваясь плоскостности ее, затем – плоскость, перпендикулярную к базе.
Наружные углы обрабатывают плоским напильником. Контроль осуществляют внутренним углом угольника (плоского или с широким основанием) в 2-3 положениях – на расстоянии 5...10 мм от краев и посередине. Угольник приставляют к базовой плоскости, затем опускают до соприкосновения с проверяемой (рис. 7). Отсутствие просвета указывает, что перпендикулярность плоскостей обеспечена. Если световая щель сужается или расширяется, то угол больше или меньше 90°.
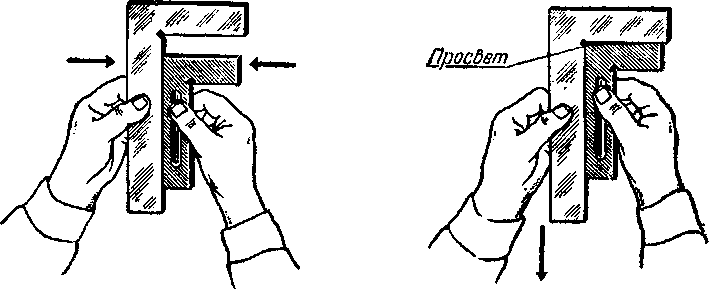
| Рис. 7. Приемы контроля угольником |
Опиливание плоского угольника из прямоугольной заготовки, вырезанной из стального листа. Сначала опиливается плоскость А. Ее принимают в качестве одной из баз. Поскольку заготовка тонкая, целесообразно прикрепить ее к деревянной пластине. Обработку ведут перекрестным методом, контроль – лекальной линейкой в различных направлениях. Так же обрабатывается и плоскость Б. Затем опиливают плоскости 1 и 2, они будут базами для разметки и контроля внутреннего угла. При обработке плоскости 1 добиваются ее плоскостности (контроль лекальной линейкой вдоль и в трех положениях поперек), перпендикулярности к базовой плоскости А (контроль ведут угольником). Опиливая плоскость 2, необходимо обеспечить еще и перпендикулярность ее к плоскости 1.
Размечают внутренний угол, удаляют лишний металл, делают пропил в углу. Опиливая плоскости 3 и 4, обеспечивают их параллельность к плоскостям 1 и 2, взаимную перпендикулярность и перпендикулярность к плоскости А, Поверхности 3 и4 обрабатывают плоским тупоносым напильником, ненасечениую сторону его ставят к сопряженной стороне, чтобы не повредить ее. Для опиливания торцов 5 и 6 берут плоский напильник длиной 100 мм.
Часто требуется обеспечить и параллельность и перпендикулярность сторон. Рассмотрим, как это достигается на примере обработки заготовки для сухаря (см. рис. 6). Сначала обрабатывают плоскость 1, которую принимают в качестве основной базы для контроля в процессе опиливания. Затем обрабатывают плоскость 2, обеспечивая параллельность ее к базовой плоскости и размер 24 мм. Далее опиливают две взаимно перпендикулярные стороны 3 и 4 с обеспечением их плоскостности, перпендикулярности к плоскости 1 и между собой. Они явятся дополнительными базами для разметки и последующей обработки. Опиливая плоскости 5 и б добиваются плоскостности, перпендикулярности к плоскости 7 и параллельности к плоскостям 3 и 4, а также соблюдения необходимых размеров.
В рассмотренном примере контроль все время ведется относительно одних базовых плоскостей. Этим достигается точность расположения поверхностей, поскольку погрешности, возникающие при изготовлении и контроле, не будут суммироваться.
Обработка плоскостей, расположенных под углом, не равным 90°. Прежде всего заготовка кругом обрабатывается и размечается. Удаляется лишний металл, для внутренних углов делается пропил в вершине. Наружные углы обрабатываются плоским напильником, внутренние — соответствующим напильником, предназначенным для обработки углов, при небольших размерах деталей — надфилями. Контроль угла выполняется косыми угольниками, угломерами, угловыми плитками, при изготовлении партии деталей — шаблонами.
Опиливая углы, заготовку закрепляют в тисках так, чтобы обрабатываемая поверхность располагалась горизонтально.








