 2018-02-13
2018-02-13 504
504
1. Устройство и эксплуатация оборудования предприятий пищевой промышленности. ― М.: Агропромиздат, 1987. ― 400с.
2. Современное оборудование для упаковки пищевых продуктов / Ю.В. Бурляй, Л. А. Сухой/ - М.: Пищевая промышленность, 1978 – 237с.
(стор. 364-370)
Практична робота №11
Тема: Вивчення конструкції та принципу роботи автомата А5‑АП8Б для пакування сипких продуктів у подвійні паперові пакети
Мета роботи
Вивчити конструкцію та принцип роботи автомата А5-АП8Б для пакування сипких продуктів у подвійні паперові пакети
Теоретичні відомості
Автомат А5-АП8Б призначений для виготовлення подвійних паперових пакетів, фасування і запаковування в них солі масою 1 кг
Автомат (рис. 1) складається із станини 10, механізму 4 подачі паперу, механізму 5 подач етикеток, пакетного ротора 6, наповнювального ротора 5, пакувального ротора 2, об'ємного стаканчикового дозатора 8, транспортера 3 готова продукція.
Основою автомата є станина 10, на якій укріплені всі механізми автомата. Станина складається з фундаментної плити, двох бокових стійок і трьох верхніх траверс, з'єднаних між собою.
Пакетний 6 і наповнювальний 9 ротори закріплені на вертикальних валах і розташовані в одній площині з пакувальним ротором 2. Площини пакувального і виконавчого роторів розташовані перпендикулярно один до одного. Механізми 4 і 5 закріплені на станині. Механізм 7 повороту і передачі пакету розташований на верхній площині станини між пакетним і наповнювальним роторами.
Стаканчиковий дозатор 5 із бункером 12 прикріплений до бокової стійки станини.
Привід автомата здійснюється від електродвигуна 1, який розташований за межами станини і кріпиться фундаментними болтами до підлоги або спеціального фундаменту. Від електродвигуна через клинопасову передачу приводяться в рух кулачкові вали 11, розташовані всередині станини автомата.
Транспортер 3 готової продукції закріплений на станині.
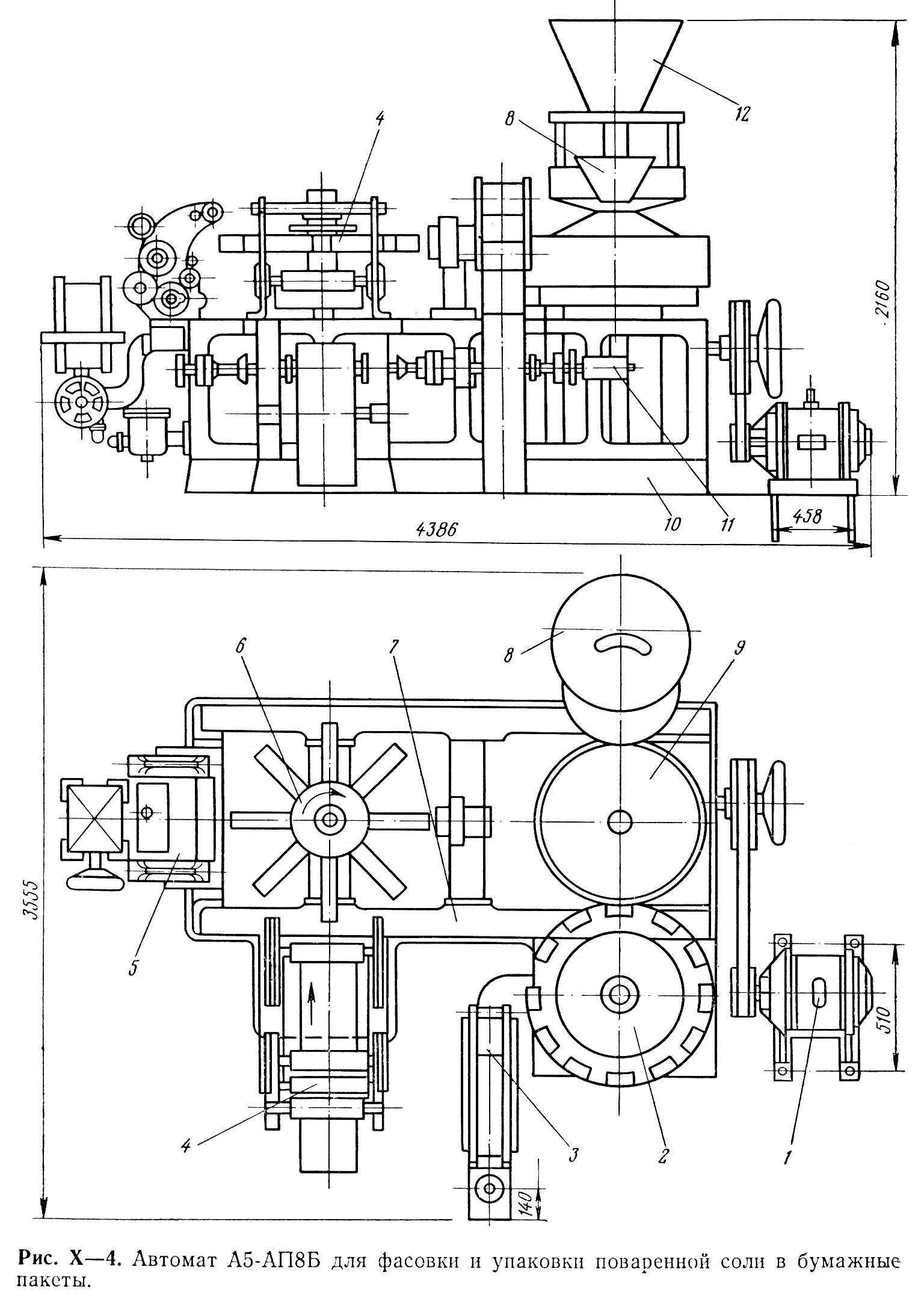
Рис. 1. Автомат А5-АП8Б для пакування солі у подвійні паперові пакети
Технологічна схема автомата приведена на рис. 2. Папір для виготовлення внутрішнього пакету надходить з рулону 1. Механізмом 2 наноситься клей для склеювання подовжнього шва пакету і механізмом 3 відрізується заготовка необхідного розміру, яка подається на оправку пакетного ротора. На оправці пакет обтискається (поз. 4), закладаються подовжній шов (поз. 5), правий (поз. 6) і лівий (поз. 7) клапани дна внутрішнього пакету. При подальшому переміщенні ротора на оправку подається заготовка зовнішнього пакету (етикетка). Етикетка береться із камери 8 вакуум-захватами 9, змащується клеєм для склеювання подовжнього шва дна, а також внутрішнього і зовнішнього пакетів між собою (поз. 10) і подається на оправку (поз. І) пакетного ротора.
Виготовлення зовнішнього пакету здійснюється шляхом виконання наступних операцій: обтиску пакету на оправці (поз. 12), закладенні подовжнього шва (поз. 13) і закриття вузьких клапанів внутрішнього і зовнішнього дна пакету (поз. 14), закладення правого (поз. 15) і лівого (поз. 16) клапанів, притисканні дна пакету (поз. 17) до оправки, нанесеня дати на пакет (поз. 18) і знімання готового пакету з оправки (поз. 19).
Матеріалом для внутрішнього пакету служить рулонний підпергамент марки ПБ (ГОСТ 1760—68) або папір обгортувальний марки Б (ГОСТ 8273—75); для зовнішнього пакету — папір марки Б (ГОСТ 7247—73). Як клей використовується поливінілацетатна емульсія марки ВВ (ГОСТ 18992—73) або клей декстриновий (ГОСТ 6034—74).
Готовий пакет, знятий з оправки, повертається на 90°, а потім спеціальним механізмом (поз. 20) подається в гніздо наповнювального ротора (поз. 21). У наповнювальному роторі пакет наповнюється продуктом (поз. 22) і утрясається, після чого передається з гнізда наповнювального ротора (поз. 23) в гніздо пакувального ротора (поз. 24).

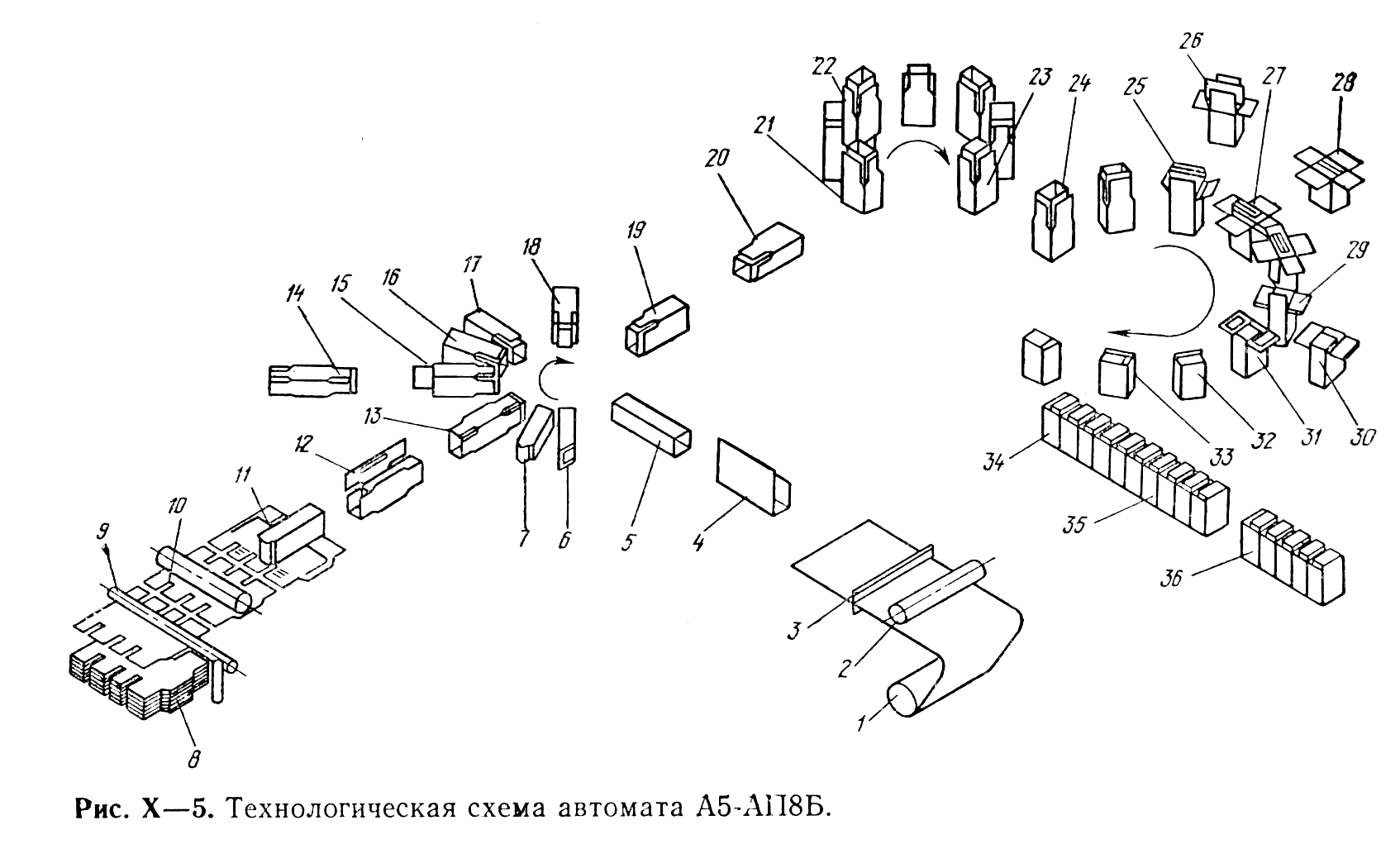
У пакувальному роторі здійснюються розкриття вузьких клапанів зовнішнього пакету (поз. 25), розтягування верху внутрішнього пакету (поз. 26), утворення замку внутрішнього пакету (поз. 27), обтиск замка внутрішнього пакету і заштовхування його всередину зовнішнього пакету (поз. 28), загин вузьких клапанів зовнішнього пакету (поз. 29, 30), нанесення клею на широкі клапани пакету (поз. 31), закриття широких клапанів верху зовнішнього пакету (поз. 32), притиск і прогрівання верху зовнішнього пакету (поз. 33) і видача його на транспортер (поз. 34). При русі пакету на транспортері відбувається обтиск і остаточне склеювання верху пакету (поз. 35). Готовий пакет надходить на стіл (поз. 36) готової продукції.








