 2018-03-09
2018-03-09 1259
1259В зависимости от вида показателя и цели существуют различные типы контрольных карт. В одном из них контрольный предел вычисляется по следующей формуле [1]:
(среднее значение) ± 3 (стандартное отклонение),
где стандартное отклонение и есть вариация (изменение значения параметра качества), обусловленная случайными причинами. Этот тип контрольных карт называется контрольной картой с 3-сигмовыми пределами.
В зависимости от вида статистических параметров, по которым осуществляется регулирование процесса, различают следующие формы контрольных карт:
1. карта средних арифметических значений ( -карта);
-карта);
2. карта медиан;
3. карта стандартных отклонений (S -карта);
4. карта размахов (R -карта);
5. карта доли дефектных единиц продукции (p -карта);
6. карта числа дефектных единиц продукции (np -карта);
7. карта числа дефектов (c -карта);
8. карта числа дефектов на единицу продукции (u -карта).

Первые четыре формы контрольных карт применяют по количественному признаку, а последние четыре формы - при контроле по альтернативному признаку.
Все перечисленные карты относятся к категории карт Шухарта, которые широко применяются в Европе и Японии. В то же время в Америке в основном используют не карты Шухарта, а так называемые кумулятивные контрольные карты, смысл которых становится понятным при рассмотрении точностных диаграмм. Кумулятивные нормы показывают, к чему стремится процесс, но не показывают его текущего состояния, когда как карты Шухарта дают информацию о текущем состоянии, но не всегда показывают такие очевидные тенденции процесса. Кроме того, кумулятивные контрольные карты позволяют работать с выборками малых объемов (вплоть до n=1), что невозможно при использовании карт Шухарта. Тем не менее, в рамках простых инструментов разработано много простых правил, позволяющих и на картах Шухарта выявить тенденцию процесса и предупредить выход его из-под контроля.
Для выбора контрольной карты можно воспользоваться схемой, приведенной на рис. 6. 16.
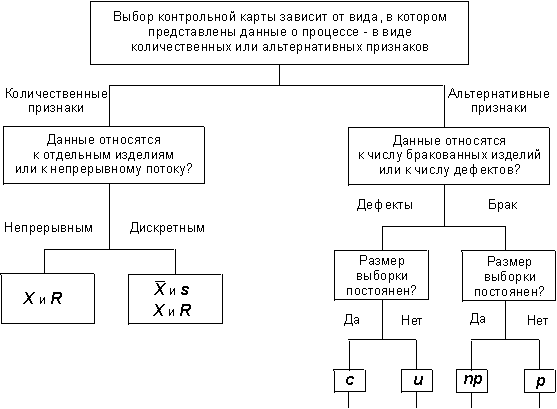
Рис.6.16. Порядок выбора типа контрольной карты (n-объем выборки)
Существует два типа контрольных карт: один предназначен для контроля параметров качества, представляющих собой непрерывные случайные величины, значения которых являются количественными данными параметра качества (значения размеров, масса, электрические и механические параметры и т.п.), а второй – для контроля параметров качества, представляющих собой дискретные случайные величины и значения, которые являются качественными данными (годен – не годен, соответствует – не соответствует, дефектное – бездефектное изделие и т.п.). Таким образом, целью создания контрольных карт является:
1. контроль значений определенной характеристики;
2. проверка стабильности процессов;
3. обеспечение немедленных корректировочных мер;
4. проверка эффективности принятых мер.
Однако следует отметить, что перечисленные цели являются характеристиками для действующего процесса. В период же запуска процесса контрольные карты используются для проверки возможностей процесса, т.е его способностей стабильно выдерживать установленные допуски.
Для автоматизации процесса составления контрольных карт существует программа «Контрольные карты Шухарта» (ГОСТ Р 50779.40 - 96) предназначенная для статистического анализа и управления качеством процесса. Контрольные карты используют для оценки того, находится или не находится исследуемый процесс в статистически управляемом состоянии.
На одной карте может быть отображен только один показатель, изменяющийся во времени. Для одновременного анализа нескольких показателей их необходимо привести к одному параметру.
Для достаточно надежного статистического анализа, количество точек должно быть достаточно большим, от 30 и выше. Однако на практике для ориентировки используют и меньшие выборки, но не менее 12-15 значений.
Чем статистически стабильнее процесс, тем выше его качество и тем меньше различного рода издержек на исправление ошибок, брака, аварий, потерь времени и т.д. Например, сильные колебания давления воды в трубопроводе могут привести к его разрушению.
КК составляются с помощью программы “Контрольные карты” следующим образом. Берется некоторая временная выборка значений контролируемого процесса (это может быть и количество бракованных деталей в партии, и дебеторская задолженность, и т.д.). В таблицу заносятся по оси X - время (часы, дни, или месяцы) или последовательный порядок измерения данного параметра (формат произвольный), а по оси Y - откладываются значения контролируемого процесса (формат числовой). Нельзя вводить для неизвестных точек ноль! Если значение на данный момент не известно, то такие точки не вводятся вообще.

Программа автоматически строит на графике среднее значение и две контрольных границы: верхняя контрольная граница (ВКГ), равная среднему значению, плюс 3 среднеквадратичных отклонения (+ 3 Sigma), и нижняя контрольная граница (НКГ), равная среднему значению, минус 3 среднеквадратичных отклонения (- 3 Sigma). В том случае, если значения графика не выходят за рамки этих контрольных границ, то с вероятностью 99,73% можно считать контролируемый процесс статистически стабильным и управляемым.
Для более жесткого контроля иногда используют контрольные границы в 2 среднеквадратичных отклонения, вверх и вниз от среднего значения по всей выборке. Эти контрольные границы называют предупреждающими. Если график укладывается и в эти границы, то с вероятностью 95,46% можно говорить о еще более статистически стабильном и более управляемом процессе, иначе - о его более высоком качестве.
Необходимый коэффициент среднеквадратичных отклонений в программе можно задать, всё зависит от решаемых задач, по умолчанию предлагается равным 3.

Все отклонения показателя качества разделены на 2 класса: случайные и неслучайные. Случайные отклонения, являясь итогом действия большого числа несущественных дестабилизирующих причин, имеют место при нормальном ходе технологического процесса, как, например, колебания любых параметров механической обработки заготовки (размеров, твердости и т.д.). Такие причины называют обычными. На КК показатели такого статистически устойчивого процесса не выходят за рамки контрольных границ. Неслучайные отклонения являются итогом действия значительных дестабилизирующих причин, называемых особыми причинами. Действие особых причин отразится на графике выходом за контрольные границы. При этом теряется качество и процесс характеризуется как нестабильный и неуправляемый. Особыми причинами могут быть наше собственное вмешательство в процесс, например, перенастройка станка. Причины могут быть и неизвестны заранее. Тогда они становятся объектом специального наблюдения. В период такого наблюдения никакие вмешательства в процесс со стороны его контролеров не допустимы.
Качество процесса можно дополнительно оценить (визуально) по форме кривой нормального распределения значений, в частности, по ее симметричности относительно среднего значения.
Описанный вариант анализа статистических данных - стандартный, предложенный Шухартом. При этом среднее значение вычисляется как "кривая" 0-порядка, т.е. прямая параллельная оси Х. Функция имеет вид:
Y = C, где С = (Х 1 + Х 2 +... + Х n) / n.
Среднеквадратичное отклонение от среднего вычисляется по формуле
Sigma = V (Х 12 + Х 22 +... + Х n2) / (n-1)
Можно использовать карту, как приемочную (ГОСТ Р 50779.40 - 96). Для этого необходимо на графике указать верхний и нижний допуски для исследуемого процесса. Допуски являются либо технологическими границами (если они известны), выход за которые нежелателен (технологически, экономически, экологически и т.п.) или даже опасен (например, допустимые нормы концентрации вредных веществ), либо границами плана (например, освоенных денег на капитальный ремонт), выход за которые чреват рядом экономически нежелательных последствий.
Программа “Контрольные карты” позволяет интерпретировать введенные данные, как контрольную карту трендов (тренд - тенденция изменения процесса с течением времени). Такая карта предназначена для оценки уровня процесса по отклонениям от ожидаемого тренда, что позволяет иначе взглянуть на контролируемый процесс и выявить скрытые закономерности. В программе реализовано два вида трендов для среднего и один для контрольных границ.
Среднее значение, как линейный тренд.
Среднее значение рассматривается, как "кривая" 1-порядка, т.е. прямая, имеющая наклон относительно оси Х. Функция имеет вид:
Y = A * X + C
На рисунке приведен пример такого графика. Этот график позволяет легко оценить тенденцию процесса.

Важным моментом является то, что в этом случае контрольные границы строятся относительно меняющегося среднего, поэтому они проходят параллельно средней линии. Действительно, предположим мы оцениваем себестоимость выпускаемого продукта (по месяцам) и она объективно снижается. Что же мы должны считать процесс нестабильным? Нет, но мы в этом случае должны оценивать колебания значений вокруг среднего значения для оценки качества процесса.
Среднее значение, как периодический тренд.
Среднее значение рассматривается, как "кривая" 1-порядка, т.е. прямая, имеющая наклон относительно оси Х плюс гармонические составляющие (ряд Фурье). Функция имеет вид:
Y = A * X + C + A1 * Sin(w * X) + B1 * Cos(w * X) +
A2 * Sin(2 * w * X) + B2 * Cos(2 * w * X) +... +
An * Sin(n * w * X) + Bn * Cos(n * w * X)
Ниже приведен пример такого графика. Этот график позволяет легко оценить периодичность процесса.

В этом случае программа также строит контрольные границы относительно меняющегося среднего.
На этом графике изображен процесс потребления тепла (пара) предприятием на хозяйственные нужды и отопление за три года по месяцам. На графике отчетливо видно, что максимумы приходятся на 1 месяц года (январь), а минимумы - на 7 (июль). Почему так получается, думаю понятно всем жителям северного полушария.
Контрольные границы, как линейный тренд.
Каждая контрольная граница рассматривается, как "кривая" 1-порядка, т.е. прямая, имеющая наклон относительно оси Х. Функция имеет вид:
Y = A * X + C
На рисунке приведен пример такого графика. Этот график позволяет легко оценить тенденцию изменения качества процесса.

На таком графике отчетливо видно, что качество процесса ухудшается, т.к. контрольные границы расходятся.
Отображение относительно средней линии в процентах.
Позволяет исключить колебания средней линии (т.е. как бы "вытянуть" среднюю в горизонтальную прямую) и рассматривать относительные изменения для оценки качества. В этом случае, график будет выглядеть как стандартная контрольная карта, но отклонения указываются в процентах относительно среднего значения, а среднее значение принимается за ноль.

Программа "Контрольные карты Шухарта” позволяет экспортировать любой вариант графика в Excel для дальнейшего анализа, а также импортировать данные из Excel.
Предусмотрена возможность вводить комментарии по конкретной карте. Введенный комментарий хранится в теле основного документа (это файл с расширением.SHU) и имеет формат MS Word, т.е. комментарий может быть очень сложным (с таблицами, картинками и т.д.)
Печать графиков осуществляется через MS Word, что дает некоторые преимущества. Можно, например, добавить какой-то поясняющий текст перед печатью.
6.8. Система проверки результативности

