 2018-02-13
2018-02-13 1342
1342
Под программным управлением понимают управление с помощью систем, обеспечивающих быстрый переход на любую программу работы путем набора ее или записи условным кодом на программоносителе, с помощью которого она вводится в станок. В качестве носителя программы могут использоваться штекерные панели, перфоленты, магнитные ленты и т.д. Системы программного управления (СПУ) обеспечивают быструю переналаживаемостъ и требуемую универсальность.
В металлообработке среди САУ оборудованием получили широкое распространение аналоговые СПУ. В качестве программоносителей в аналоговых СПУ используются аналоги, определяющие перемещение исполнительных устройств станков (копиры, кулачки, патроны). Исходная информация об обработке преобразуется и выдается в виде копируемой модели обрабатываемой детали. Например, в токарном станке упоры, расставленные по ходу движения, могут служить аналогами перемещений продольного и поперечного суппортов.
Для каждого исполнительного устройства в аналоговой СПУ характерно наличие двух потоков информации. Первый поток (программа обработай) определяется положением упоров (аналогов размерной обработки), а второй, характеризующий фактическое положение исполнительного устройства, появляется при воздействии упора на чувствительный орган - кнопочный выключатель. Данные аналоговые СПУ называются замкнутыми. Если в качестве аналога, определяющего формообразование детали, использовать кулачок с профилем, соответствующим запрограммированной обработке, то аналоговая СПУ будет не замкнутой с одним потоком информации. К незамкнутым аналоговым СПУ также относятся копировальные системы управления прямого действия.
Особенностью аналоговых СПУ станками является такой вид программоносителя, при котором программа обработки фактически материализуется. Использование аналогового программоносителя обеспечивает рост производительности труда, но при этом сокращает возможность быстрой переналадки оборудования. Развитие аналоговых СПУ в направлении, при котором стали возможными ввод и смена управляющей информации непосредственно на рабочем месте, привело к созданию систем ЧПУ.
Из аналоговых СПУ важное положение занимают цикловые СПУ, которые характеризуются полным или частичным программированием цикла работы станка и режима обработки. Перемещение исполнительных элементов регулируется расстановкой неподвижных упоров. Цикловые СПУ являются переходными от систем управления с помощью упоров к системам ЧПУ. Программа управления в цикловой СПУ может вводиться от программоносителя (перфоленты, перфокарты) или набираться с помощью соответствующих переключателей.
Станки с цикловой СПУ отличаются простой системой управления, не требуют высококвалифицированного обслуживающего персонала, обладают большей производительностью, чем универсальные станки. Однако они имеют меньшие технологические возможности, чем станки с ЧПУ. Для их переналадки на новый вид деталей затрачивается больше времени, чем при ЧПУ. Это время складывается из времени задания новой программы и времени размерной настройки кулачков, путевых переключателей. Поэтому их целесообразно использовать при обработке простых деталей с длительностью обработки партии не менее смены.
Упрощенная функциональная схема цикловой СПУ приведена на рис. 2.1, где БЗП - блок задания программы; БВП - блок поэтапного ввода программы; УЗВП - устройство задания, ввода - вывода программы; БУ - блок управления циклом работы станка; БП - блок преобразования сигналов контроля; УУ - устройство управления; ИЭ - исполнительные элементы; РОС - рабочие органы станка; ИУ - исполнительное устройство; УК - устройство контроля окончания обработки этапа программы.
Работа цикловой СПУ состоит в следующем: устройство задания, ввода - вывода программы снабжает СПУ информацией о цикле и со
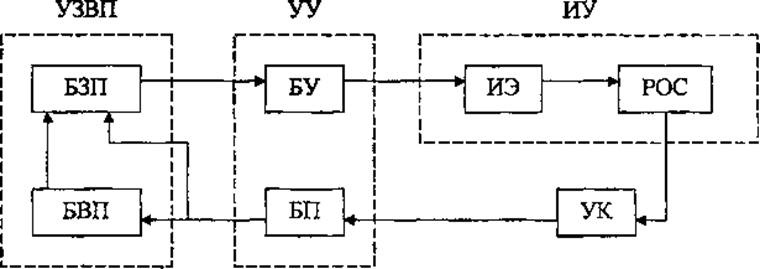 |
Рис. 2.1. Упрощенная функциональная схема цикловой СПУ
стоит из БЗП (обычно штекерная панель) и БВП (обычно шаговый искатель или релейная счетная программа). Устройство управления обеспечивает управление исполнительными элементами, перемещающими рабочими органами станка Схему устройства управления часто выполняют на электромагнитных реле. Исполнительное устройство обеспечивает отработку заданных программой команд и состоит из исполнительных элементов и рабочих органов станка. Устройство контроля отработки этапа программы УК контролирует окончание предыдущего этапа программы и подает команду на переключение на следующий этап. Окончание отработки этапа программы может контролироваться путевыми переключателями, реле времени, реле давления.

