 2018-02-13
2018-02-13 668
668Конструюючи виріб з пластмаси, слід аналізувати його технологічність, оскільки його якісні показники — це собівартість оснастки і вартість одного відливка. Помилки в конструюванні виробу часто неможливо виправити конструкцією форми. Основна помилка при розробці виробу з пластмаси – перенесення його форми і розмірів виробу, що виконується методом механічної обробки. Вимоги до конструкції виробу із термопластів:
- допуски мають бути технічно обґрунтованими;
- наявність технологічних ухилів;
- відсутність піднутрянних елементів (по можливості);
- рівнотовщинність виробу;
- повинно передбачатись місце для підведення ливника, розміщення виштовхувача, лінії рознімання форми.
У деяких випадках під час аналізу технологічності пластмасового виробу його конструкція не є очевидною і необхідно виконати експеримент. Допуски виробів з пластмас. Точність пластмасових виробів побутового призначення не може відповідати допускам металевих виробів у зв'язку з розкидом фізичних властивостей перероблюваних термопластів у різних партіях сировини та існуючими відмінностям технологічних режимів переробки. Взаємозамінність деталей з пластмас економічно доцільна і забезпечується 12-м квалітетом (11-м квалітетом для розмірів до 10...15 мм), недотичні елементи деталей можна виконувати за 14-м... 1б-м квалітетами. Досяжну точність будь-якого розміру Я деталі з пластмаси визначають виходячи з усадки матеріалу (табл. Д 1.7) [З].
Оперативну оцінку досяжної точності виконують таким чином [2]:
де  — оцінне значення технологічної похибки;
— оцінне значення технологічної похибки;  та відповідно максимальне і мінімальне значення усадки матеріалу (дод. 1, табл. Д 1.7).
та відповідно максимальне і мінімальне значення усадки матеріалу (дод. 1, табл. Д 1.7). 

де  - похибка відповідно повна, технологічна, на технологічні ухили (останню розраховують за (1.1)).
- похибка відповідно повна, технологічна, на технологічні ухили (останню розраховують за (1.1)).
За значенням  обирають найближче поле допуску на розмір H.
обирають найближче поле допуску на розмір H.
Форма виробу. Конфігурація виробу повинна сприяти заповненню форми розплавом, тобто слід прагнути до максимального її спрощення, надання плавних образів, округлення кутів. Слід прагнути до того, щоб площина рознімання форми не проходила по декоративних елементах і збігалася з ділянками простої конфігурації виробу. Точність виконання площини рознімання впливає на наявність і полегшення видалення облою.
Приливи і виступи. Необхідно передбачити наявність технологічних приливів і виступів для розміщення виштовхувачів на тонкостінних виробах. В інших випадках слід зберігати рівнотовщинність виробу. Конструктивні виступи на бокових стінках складають піднутрення, що перешкоджають його видаленню з форми і потребують рухомих елементів оформлення форми. *У деяких випадках можна уникнути ускладнення форми незначним змінюванням конструкції виробу (рис. 1.1).
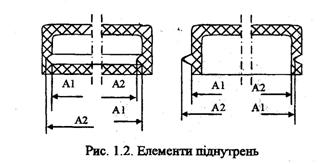
Розміри піднутрень, що не потребують спеціального обладнання для їх оформлення й допускають зняття виробу зштовхуванням, розраховують так:
Розмірної A1 i A2 позначено на рис. 1.2, а значення  - в табл. Д 1.1 (дод. 1).
- в табл. Д 1.1 (дод. 1).
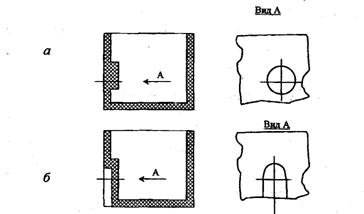
Рис. 1.1. Оптимізація конструкції виступів: а — невірно, б - вірно
Стінки та днища. Мінімально рекомендовану товщину стінок виробів з термопластів наведено у табл. Д 1.2. Вироби малих розмірів простої форми можна виготовити з товщиною стінки майже до 0,3 мм. Рекомендована максимальна товщина стінки становите 3,..4 мм.
Для збільшення міцності виробу замість збільшення товщини стінок слід виконувати ребра й інші підсилювальні елементи, а також прагнути до конструювання рівнотовщинних виробів, а у випадку неможливості цього рівнотовщинність не повинна перевищувати співвідношення 1,5:1(максимум 2:1), переходи слід виконувати плавно, конічні ділянки повинні мати тонічність не менше 1:3.
Жолоблення днищ можна уникнути змінюванням його форми (рис. 1.3) - потовщенням його центральної частини на 25%.

Рис. 1.3. Зміна форми днища
Технологічні ухили. Для забезпечення вільного без пошкодження зняття виробу необхідно передбачити технологічні ухили. Ухил знижує точність виробу.
 (1.1)
(1.1)
де  - похибка на технологічні ухили; Н - висота елемента виробу що розглядається;
- похибка на технологічні ухили; Н - висота елемента виробу що розглядається;  - кут конусності.
- кут конусності.
На кресленнях вказують не кут конусності в кутових одиницях, а значення, що розраховується за залежністю:

де А і а - відповідно найбільший і найменший розміри.
У табл. Д 1.3 наведено мінімальні допустимі значення кута конуса елементів виробу до 100...120мм [1], а в табл. Д 1.4 - значення е залежно від висоти H і кута [1].
Ребра, Для правильного конструювання ребер слід користуватися табл. Д 1.5 і рис. 1.4.
Ребра жорсткості мають доходити до опорної поверхні плавно і не доходити до її краю на 0,5...1,0 мм. Максимальна товщина ребер не повинна перевищувати 1,3 товщини стінки.



Де R, t, h, S – позначенні на рис. 1.4 геометричні параметри ребер.
Товсті і тяжкі ребра призводять до появи пухирів і стяжок в місцях дотику ребра зі стінкою.
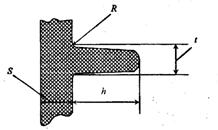
Рис. 1.4. Схема до визначення розмірів ребер жорсткості
Бобишки, кути, отвори. Бобишки використовують як опорні з'єднувальні елементи, в яких розміщують арматуру. Розміри бобишок показано на рис 1.5
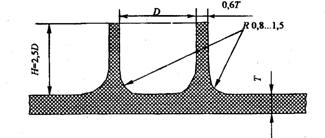
Рис. 1.5. Розміри бобишок
Гостри куги в місцях з'єднання стінок сприяють їх жолобленню в процесі охолодження (рис. 1.6). Мінімальний радіус закруглення для ненавантажених виробів невеликих розмірів Rmin = 0,25мм, для великих навантажень Rmax = 0,5...1,6мм;
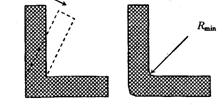
Рис. 1.6. Жолоблення гострих кутів
Виконання отворів у виробах що відпиваються регламентується можливістю заповнення форми без утворення спаїв і виникнення внутрішніх напружень з охолодженням виробів. Відстань між сусідніми отворами чи отвором і краєм виробу має бути не менш за вказаних в табл. Д 1.6, [І].
Для збільшення міцності, стійкості до зношування і надання іншої якості пластмасовим виробам використовують арматуру з металу, кераміки, пластмас та інших матеріалів.
Рельєф поверхні. Для покращення декоративних якостей виробів з пластмас використовують накатування, рифлення, написи, глянець, шагрень, поверхню " під шкіру " і т. ін. В деяких випадках вдається приховати стяжки й усадку матеріалу в місцях різної товщини за допомогою шагрені, виконати потрібні інформаційні або декоративні написи або поліпшити експлуатаційні властивості рифленням.
Інструмент і обладнання: штангенциркуль, калькулятор, зразки виробів.
Порядок виконання роботи :
1. Отримати завдання у викладача: виріб або креслення виробу, марку матеріалу.
2. Виконати ескіз виробу (формат А4).
3. Проаналізувати виріб з точки зору його технологічності, а саме:
- установити допуски на основні розміри (на ескізі) або проаналізувати допуски на кресленні; дані записати у табл. 1.1;
Таблиця 1.1. Поля допусків основних розмірів виробу
|
Матеріал | Усадка, % |
Розмір Н, мм |
Кут конуса, ухил
| Похибка, мм | Поле допуску | |||
| S max | S min | Техно–логічна ∆Т | Ухилу ∆у | Повн ∆П | ||||
- проаналізувати й описати форму виробу;
- описати приливи і виступи, розрахувати піднутрення;
- описати стінки і днища;
- наявність технологічних ухилів, розрахунок їх похибок.
- наявність ребер, розрахунок їх розмірів;
- описати наявність бобишок, кутів, отворів, арматури, їх форму, мету використання;
- описати рельєф поверхонь.
4. За п. З відобразити результати технологічності виробу в протоколі.
5. Відкоректувати ескіз (п.1) за результатами аналізу п.3.
6. За результатами роботи зробити висновки про технологічність виробу.
Практична робота № 2








