 2018-02-14
2018-02-14 1100
1100Введение
Целью данной курсовой работы является проведение информационного поиска с составлением отчета и презентации по теме «Российское и зарубежное оборудование для сварки вращающейся дугой».
Сварка вращающейся дугой получила широкое применение для сварки кольцевых стыков труб.
Сварка вращающейся дугой — сварка давлением с нагревом торцов деталей, имеющих замкнутый контур, до температуры оплавления тонкого слоя металла на поверхности кромок электрической дугой и последующим осевым сжатием. Дуга обычно возбуждается между торцами деталей и перемещается по их контуру, взаимодействуя с магнитным полем, создаваемым катушками, охватывающими эти детали. Вращающуюся дугу можно возбудить также между изделием и вспомогательным электродом.
Основной особенностью нагрева при сварке дугой, управляемой магнитным полем, является то, что скорость движения дуги значительно превышает скорость плавления металла, т. е. скорость сварки. [1]
2. Технология сварки дугой в магнитном поле
Сущность и техника сварки дугой, вращающейся в магнитном поле. Интересно применение дуги при перемещении ее специально создаваемым внешним магнитным полем. На рис. 1 а показана схема сварки кольцевых стыков труб. Дуга вращается по внутренней поверхности кольцевого медного охлаждаемого водой электрода и по внешней поверхности свариваемых кромок труб. Взаимодействие магнитного поля дуги, создаваемого радиально направленным током и аксиально направленным магнитным полем в зазоре между трубами и электродом, создаваемым внешним электромагнитом, вызывает перемещение дуги. После необходимого разогрева кромок труб происходит их осадка вдоль оси труб. Трубы с толщиной стенки до 1,5 мм собирают без зазора и сваривают без осадки.

Рисунок 1. Сварка дугой, вращающейся в магнитном поле, [1]:
а - дуга, горящая между неплавящимся электродом и поверхностью трубы;
б - дуга, горящая между кромками свариваемых труб;
в - дуга, горящая между вольфрамовым электродом и поверхностью изделия:
1 - трубы; 2 - катушка или катушки электромагнитов;
3 - дуга; 4 - электрод; 5 - трубная доска
При сварке по схеме, представленной на рис. 1 б, трубы собирают с определенным зазором. Дуга возбуждается в зазоре между кромками; направление тока дуги совпадает с осью труб. Катушки создают внешние магнитные потоки, направленные встречно, что приводит к созданию в зазоре между трубами радиальной составляющей магнитного поля. Взаимодействие радиальной составляющей с магнитным полем дуги приводит к перемещению дуги по кромкам труб. После их оплавления производят осадку труб вдоль их оси.
Трубы к трубной решетке (рис. 1, в) также приваривают дугой, перемещаемой под влиянием совместного взаимодействия продольного магнитного поля и магнитного поля дуги. Анодное пятно дуги находится на вольфрамовом электроде. Скорость перемещения дуги по кромке трубы достигает нескольких метров в секунду, и зрительно создается впечатление горения одной конусной дуги.
В рассмотренных случаях перемещения дуги в магнитном поле ее скорость зависит от величины сварочного тока, напряженности внешнего магнитного поля, металла изделия и ряда других условий сварки. Используя бегущее магнитное поле, такое же как в статорах электродвигателей переменного тока, можно управлять скоростью вращения дуги.
Эффект перемещения дуги в поперечном магнитном поле используется для ее вращения на конической или цилиндрической поверхности.
Вращающаяся «конусная» дуга применима для сварки кольцевых швов малого диаметра (рис. 2). По оси труб располагается неплавящийся электрод. С помощью соленоида создается магнитное поле, параллельное оси электрода. При горении дуги «электрод - кромка» столб ее оказывается направленным поперек поля H, что и вызывает вращение дуги. Частота вращения n пропорциональна напряженности поля и току дуги и практически достигает обычно нескольких тысяч оборотов в минуту. Сварка изделия происходит за несколько секунд, что соответствует 100...1000 оборотам дуги. Использование вращающейся дуги весьма упрощает аппаратуру.
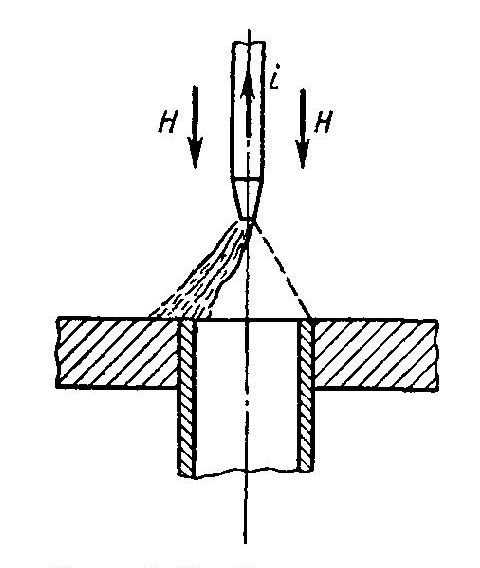
Рисунок. 2. Схема сварки вращающейся «конусной» дугой,[2]
Применяют также не стержневой, а фигурный неплавящийся электрод, соответствующий по форме конфигурации свариваемой кромки. Сдвиг электрода относительно кромок изделия должен обеспечить взаимодействие столба дуги с поперечным магнитным полем. Фигурным медным электродом удается сваривать детали произвольной формы, что весьма перспективно при массовом производстве таких изделий, как конденсаторы, герметизированные изделия автоматики и т.д.
Способ сварки кольцевых швов труб вращающейся «бегущей» дугой заключается в том, что на концы труб надеваются две катушки, включенные встречно (рис. 3). Благодаря этому в зазоре между трубами создается радиальное магнитное поле H.

Рисунок 3. Стыковая сварка труб вращающейся «бегущей» дугой, [2]
Если между торцами труб зажечь дугу, то на нее будет действовать тангенциальная сила. Движение бегущей дуги вначале ограничивается той скоростью, с которой может перемещаться по поверхности холодной трубы катодное пятно. По мере разогрева торцов скорость движения υсв возрастает, достигая весьма больших значений. После выключения дуги осуществляется осадка.
Обзор оборудования для для сварки вращающейся дугой








