 2020-01-14
2020-01-14 176
176Многогранные твердосплавные пластины подразделяются на режущие ГОСТ 19642–80 и ГОСТ 24257–80, опорные (ГОСТ 19073–80… ГОСТ 19083–80, ГОСТ 24254–80) и стружколомы (ГОСТ 19084–80, ГОСТ 19085–80).
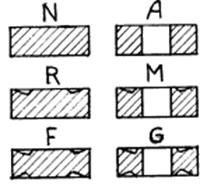 Рисунок 11 (а)
Рисунок 11 (а)
| 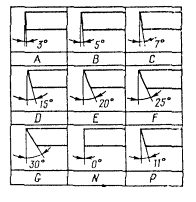 Рисунок 11 (б)
Рисунок 11 (б)
|
Первая группа непосредственно участвует в процессе резания обрабатываемого материала, вторая служит опорой для пластин первой группы, обеспечивает их более точное базирование и увеличивает общий срок службы державки. Стружколомы позволяют дробить стружку, когда это невозможно сделать другими способами.
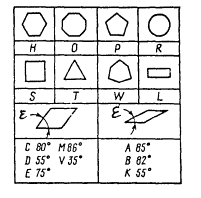 Рисунок 11 (в)
Рисунок 11 (в)
|
Рисунок 11 (г) |
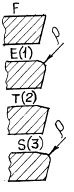
Рис. 11. Многогранные неперетачиваемые пластины: а – тип пластин; б – значения заднего угла; в-форма пластин; г – виды режущей кромки
Режущие пластины различают по конструкции, точности изготовления и размерам. По первому признаку различают тип пластины, форму, вид режущей кромки. Основные типы пластин показаны на рис. 11, а. Они разделяются по следующим конструктивным признакам:
по числу рабочих граней – односторонние (R, M) и двухсторонние (N, A, F, G);
по форме передней поверхности – с плоской гранью (N, A) и стружколомающими канавками (R, M, F, G);
по наличию отверстия – без отверстия (M, R, F) и с отверстием (A, M, G);
по наличию заднего угла – пластины с задним углом, равным нулю(N), и с углом больше нуля (рис. 11.б).
По форме (рис. 11.в) пластины делятся на равносторонние и равноугольные (H, P, O, R, S, T); равносторонние и неравноугольные (C, D, E, M, V, W); неравносторонние и неравноугольные (A, B, K, F). Каждому буквенному обозначению соответствует угол при вершине ε (табл. 4).
Таблица 4. Значения углов при вершине пластин
| Обозначение пластин | A | B | C | D | E | F | K | M | V | W |
| Значение ε, град | 85 | 82 | 80 | 55 | 75 | 84 | 55 | 86 | 35 | 80 |
По виду режущей кромки (рис. 11, г) пластины делятся на острые F, скругленные Е, с фаской Т, с фаской и скругленные S. После буквы указан радиус ρ в сотых долях миллиметра.
Пластины классифицируют по размерам: длине режущей кромки; толщине пластины; радиусу при вершине. Для каждой формы пластин установлена длина режущей кромки, которая определяется теоретически без учета закругления вершины. Для пластин формы Т установлены следующие размеры (мм): 11; 16,5; 22; 27,5, для пластин формы S –9,525; 12,7; 15,875 и т.д. Регламентированы: толщина пластины (3,18; 4,76; 6,35; 7,93), радиус при вершине (0,4; 0,8; 1,2; 1,6; 2,4). Установлены пять классов точности изготовления пластин: C, E, G, M, U. Размеры, определяющие точность пластин, показаны на рис. 7.
Таблица 5. Классы допусков пластин
| Размеры пластины | Класс точности | ||||
| C | E | G | M | U | |
| m | ,13 | ,25 | ,8…0,180 | ,13…0,38 | |
| S | ,25 | ,13 | |||
| d | ,25 | ,5…0,130 | ,8…0,250 | ||
Различают три типа пластин по направлению резания: R – только правого; Z – только левого; N – правого и левого.
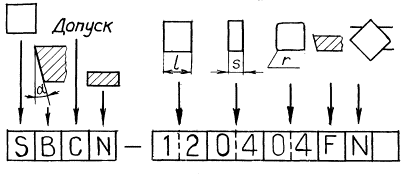
Для обозначения МНП применяют 13-разрядный индекс, причем 10 разрядов являются обязательными (рис. 13). Первые четыре разряда обозначают: 1 – форму; 2 – задний угол; 3 – точность пластин; 4 – тип. Далее через тире следует шесть цифровых разрядов: длина режущей кромки (5,6); толщина пластины (7,8); радиус при вершине (9,10). Размеры указывают в миллиметрах, дробная часть при этом опускается. Если размер выражается одной цифрой, то в старшем разряде ставится ноль. При обозначении радиуса при вершине указывается число десятых долей миллиметра. 11‑й разряд указывает вид режущей кромки; 12‑й – направление резания; 13‑й – обозначение завода-изготовителя. Например, квадратная пластина с задним углом α=50 класса точности G без отверстия и стужколомающих канавок, имеющая размеры l=12,7; S=4,6; r=0.4, острые режущие кромки, правого и левого направления резания, обозначается в буквенном коде: SBCN – 120404 FN (рис. 13). Опорные пластины обозначаются буквой О, стружколомы – буквой С (OSN – четырехгранная опорная пластина без заднего угла; СТ – трехугольный стружколом).
|
Рис. 13. Обозначение режущих пластин
Совершенствование конструкций МНП идет в трех направлениях: повышение точности их линейных размеров, обеспечение надежного ломания и завивания стружки в широком диапазоне режимов резания, расширения диапазона возможных технологических операций.








