 2020-01-14
2020-01-14 908
908При всех видах ремонта разрешается:
а) заварка трещин в продольном приливе, деф. 1, суммарной длиной не более 120 мм. После заварки трещин, распространяющихся от технологического окна, в такое окно должна быть вварена вставка;
б) заварка трещины в ребре торцевой плиты, деф. 2;
в) наплавка изношенных стенок горловины, деф. 3; при условии, что толщина стенки в наиболее изношенном месте не менее 12 мм, а твердость наплавленного металла 240 –300 НВ;
г) заварка трещины, отколов в горловине, деф. 4.
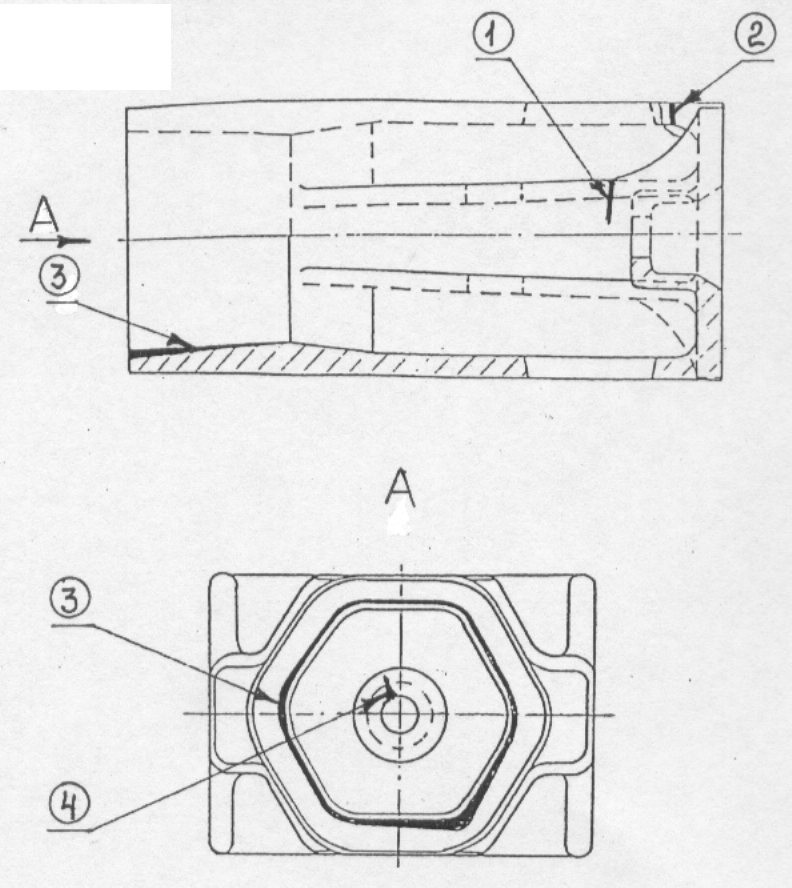
Рисунок 81 - Дефекты корпуса поглощающего аппарата
Конус нажимной.
При всех видах ремонта разрешается наплавка изношенных стенок, деф. 1.
Наплавку следует производить с предварительным подогревом до температуры 250 – 300°С. Твердость наплавленного металла не менее 340 НВ.
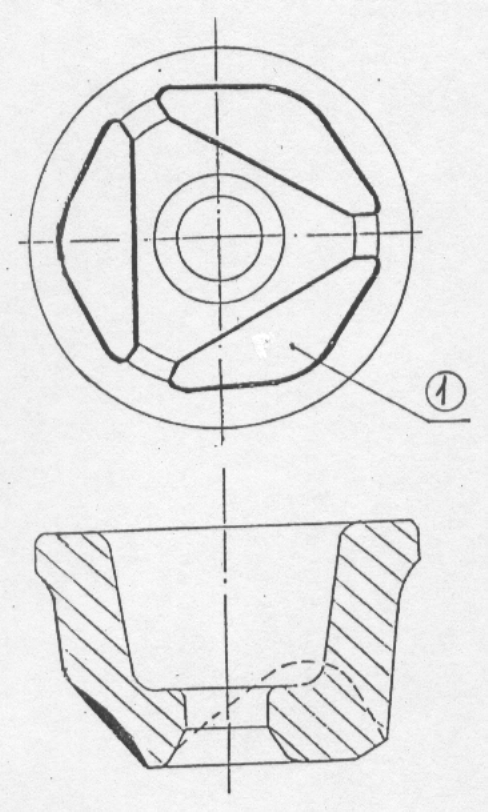
Рисунок 82 – Дефекты конуса нажимного
Клин фрикционный.
При всех видах ремонта разрешается наплавка изношенных рабочих поверхностей клина, деф. 1, 2, 3, 4. Наплавку следует производить с предварительным подогревом до температуры 250 – 300°С, твердость наплавленного металла не менее 340 НВ.
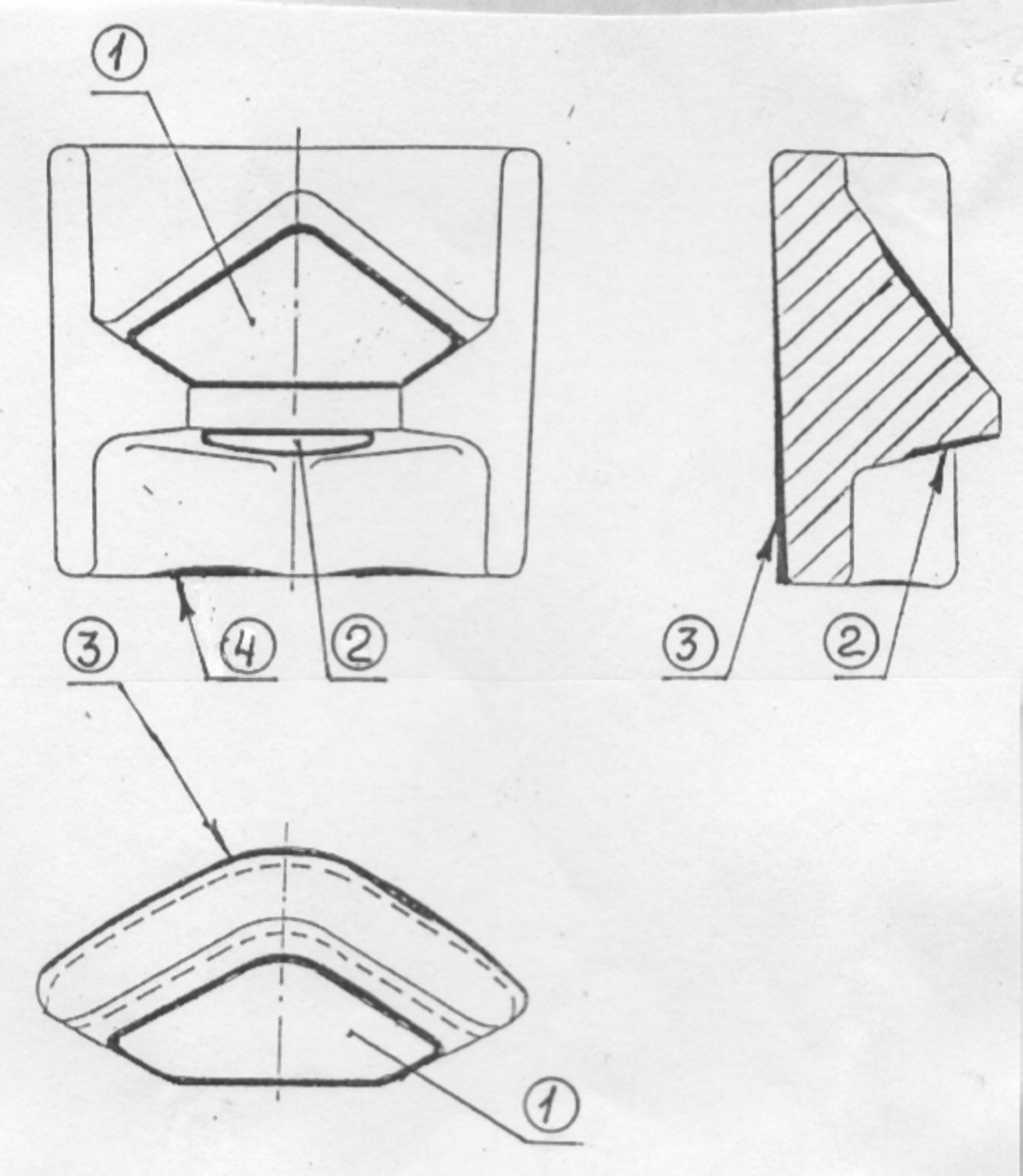
Рисунок 83 – Дефекты клина фрикционного
Пластина неподвижная поглощающего аппарата типа ПМК - 110А.
При всех видах ремонта разрешается замена металлокерамических пластин приваркой новых.

Рисунок 84 – Дефекты пластины
Шайба нажимная.
При всех видах ремонта разрешается наплавка изношенных поверхностей шайбы.
Плита упорная.
При всех видах ремонта разрешается наплавка изношенных рабочих поверхностей, деф. 1, 2, 3, при износе не более 8 мм.
Наплавку плит следует производить с предварительным подогревом до температуры 250 – 300°С.

Рисунок 85 – Дефекты плиты упорной








