 2020-04-12
2020-04-12 167
167
Этот метод использует локальный термоудар, который создает напряженные линии на поверхности полупроводниковой пластины.
Напряженные линии образуются при помощи параллельной сетки из вольфрамовой проволоки диаметром 0,1 мм, которая накладывается на поверхность полупроводниковой пластины. Через проволоку пропускается импульс тока. В результате резкого нагрева и быстрого охлаждения на поверхности полупроводниковой пластины возникают линии термоупругих механических напряжений, по которым затем происходит разламывание пластины на кристаллы. Нагрев осуществляется в инертной среде. При этом пластина с одной стороны локально нагревается, а с другой – охлаждается жидким воздухом.
Резка лучом лазера
Разработка мощных и надежных лазеров на алюмоиттриевом гранате с неодимом и CO2, работавших в непрерывном и импульсном режиме, позволила осуществить лазерное разделение полупроводниковых пластин.
Схема лазерного разделения представлена на рис.17.5.

Рис.17.5. Схема устройства для лазерного разделения материалов:
1 – сопло; 2 – фокусирующая линза; 3 –зеркало;4 –луч лазера; 5 – диафрагма; 6 – излучатель; 7 – разделяемый материал
Излучение лазера 4,отражаясь от зеркала 3, фокусируется линзой 2 на поверхность обрабатываемого материала 7 и с помощью соосного с лучом сопла 1 в зону нагрева направляется газовая струя. Давление газа (обычно инертные газы или воздух) (1,5-3)*105 Па, диаметр сопла 5 мм, расстояние от сопла до разрезаемого материала l тоже равно 5 мм.
После разделения пластин на кристаллы, наклеенные на пленку, передаются на участок сортировки. После сортировки отобранные годные кристаллы поступают на участок сборки, а затем в цех контроля. Процессы сборки отличаются для корпусных и бескорпусных микросхем.
Корпуса для интегральных микросхем
В зависимости от материала центральной части основания корпуса, на котором проводится монтаж кристалла, и материалов для изоляции выводов существуют четыре основных конструктивно-технологических варианта корпусов:
· металлостеклянный (стеклянное или металлическое основание с изолированными выводами и металлическим колпачком, соединяемым с основанием сваркой или пайкой);
· металлокерамический (керамическое основание и металлическая крышка);
· керамический (керамические основание и крышка);
· пластмассовый (кристалл и рамка выводов спрессовываются или заливаются пластмассой).
По форме проекции тела корпуса микросхемы на плоскость основания и расположению выводов корпуса подразделяются на типы, определяющие способ монтажа на плату, и на подтипы определяющие размеры корпуса и число выводов.
В соответствии с ГОСТ 17467-89 (вместо ГОСТ 17467-79) конструкции корпуса ИС подразделяются на шесть типов (табл. 17.1):
Таблица 17.1
| Тип корпуса | Подтип корпуса | Форма корпуса | Расположение выводов относительно плоскости основания | Внешний вид корпуса |
| 1 | 11 12 13 14 15 | Прямоугольная | Перпендикулярное, в один ряд Перпендикулярное, в два ряда Перпендикулярное, в три ряда Перпендикулярное, по контуру прямоугольника Перпендикулярное, в один ряд или в отформованном виде, в два ряда | 
|
| 2 | 21 22 | Прямоугольная | Перпендикулярное, в два ряда Перпендикулярное, в четыре ряда в шахматном порядке | 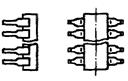
|
| 3 | 31 32 | Прямоугольная Овальная | Перпендикулярное по одной окружности Перпендикулярное по одной окружности | 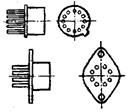
|
| 4 | 41 42 43 44 45 | Прямоугольная | Параллельное, по двум противоположным сторонам Параллельное, по четырём сторонам Параллельное, отформованное по двум противоположным сторонам Параллельное, отформованное по четырём сторонам Параллельное, отформованное под корпус по четырём сторонам | 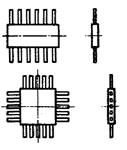
|
| 5 | 51 52 | Прямоугольная | Перпендикулярное для боковых выводных площадок по четырём сторонам, в плоскости основания, для нижних выводных площадок Перпендикулярное для боковых площадок по четырём сторонам | 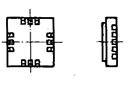
|
| 6 | 61 62 | Квадратная | Перпендикулярное, в четыре ряда и более Перпендикулярное, в два ряда и более со стороны крышки корпуса | 
|
· прямоугольный с выводами, расположенными по периметру и перпендикулярно основанию (корпус типа 1);
· прямоугольный с параллельным расположением выводов, изогнутых перпендикулярно основанию (корпус типа 2);
· круглый с выводами, расположенными по окружности и перпендикулярно основанию (корпус типа 3);
· прямоугольный (плоский) с выводами, расположенными параллельно плоскости основания (корпус типа 4);
· прямоугольный (квадратный) плоский корпус безвыводной или с малыми размерами выводов (корпус типа 5);
· квадратный корпус с выводами, расположенными перпендикулярно плоскости основания (корпус типа 6).
По габаритным и присоединительным размерам конструкции корпусов подразделяются на типоразмеры с цифровым обозначением подтипа (12, 21, 31, 41, 51, 61) и порядкового номера (две цифры).
Выводы корпусов микросхем в поперечном сечении могут круглой, квадратной или прямоугольной формы. Шаг выводов составляет 0,625; 1; 1,25; 1,7 и 2,5 мм.
Пример условного обозначения корпуса микросхемы:
4119.28-1 (старое обозначение 405.28-1, см. табл. 1.30), где 4 – тип корпуса; 41 – подтип; 4119 – шифр типоразмера (подтип корпуса и порядковый номер типоразмера); 28 – число выводов; 1 – порядковый регистрационный номер.
Для микросхем, поставляемых на экспорт, вместо регистрационного номера вводится буквенное обозначение (например, буква е) в соответствии с латинским алфавитом.
Условные обозначения корпусов, присвоенные по ранее выпущенному ГОСТу 14767-79, остаются неизменными.
Каждому типу корпуса присущи свои достоинства и недостатки. Например, использование плоских прямоугольных металлокерамических и металлостеклянных корпусов позволяет повысить плотность монтажа (можно проводить сборку на обеих сторонах печатной платы без сверления в ней отверстий под выводы корпуса) и получить наилучшие массогабаритные характеристики. Пластмассовые корпуса самые дешевые, обеспечивают наилучшую защиту от механических воздействий, но хуже в отношении защиты от климатических воздействий и обеспечения оптимальных тепловых режимов работы.
Дальнейшим развитием плоских корпусов с четырехсторонним расположением выводов стали корпуса подтипов 51 и 52 (Н-типа) с укороченными выводами и безвыводные корпуса. Дальнейшим развитием корпусов типа 2 являются корпуса для мощных ИС.
Некоторые конструктивно-технологические особенности корпусов в зависимости от классификации по материалам:
Пластмассовые корпуса. Кристаллы микросхем монтируются на жесткую рамку, затем защищаются эпоксидным лаком, затем опрессовываются в пластмассу. Лишние детали рамки обрезаются перед измерением микросхем. Выводы держатся за счет связи с пластмассовым телом корпуса. Это самый дешевый вид сборки. Технология обеспечивает изготовление корпусов типов 2, 4 и 5.
Металлокерамические корпуса. В керамическом теле корпуса спрессованы изолирующие и проводящие слои. В состав композиции входят окись алюминия, окись кремния, металлические порошки. После обжига тело корпуса твердеет. На проводящие слои гальванически осаждается металл (никель или золото). Металлическая рамка приваривается к покрытым металлом проводящим слоям керамики. Кристалл монтируется в полости корпуса и герметизируется металлической крышкой. Металлокерамические корпуса обеспечивают наилучшую герметичность и надежность микросхем. Широко используются в аппаратуре специального назначения. Технология используется для корпусов 2, 4, 5, 6 типов.
Металлостеклянные корпуса. Металлическое основание корпуса и металлическую крышку получают штамповкой из тонких листов. В основании делаются отверстия, в которые вставляются металлические выводы корпуса и привариваются к основанию легкоплавким стеклом. Стекло выполняет функции изоляции, герметизации и крепления выводов корпуса. Кристалл монтируется в полости корпуса и герметизируется металлической крышкой. Герметизация крышки выполняется электросваркой или пайкой с оловянно-свинцовым припоем. Металлостеклянные корпуса обеспечивают наилучший теплоотвод, т.к. корпус практически весь металлический. Дорогая технология. Используется для корпусов 1, 3, 4 типов.
Стеклокерамические корпуса. Заготовками для корпуса являются две керамических чашки и металлическая рамка. Рамка приваривается стеклом к основанию корпуса. Кристалл монтируется на основании и соединяется с рамкой. Герметизация микросхемы производится привариванием керамической крышки на стекло. Самый дешевый метод герметичной сборки микросхем. Однако этот метод имеет два существенных недостатка. Температура сварки стеклом 400 – 450°С. Кристаллы микросхем не всегда выдерживают такую температуру и деградируют. Сварочное стекло выделяет при высокой температуре пары окислов металлов, активно разрушающие проводники в микросхемах. Есть модификации корпусов с отверстием в верхней половине корпуса. В этом случае кристалл монтируется в это отверстие после сварки стеклом и герметизируется металлической крышкой. Корпус от этого становится дороже и теряет преимущество в цене перед металлокерамической конструкцией. Отмеченные недостатки очень ограничивают распространение стеклокерамических корпусов. Технология используется для 2 и 4 типов.
В зарубежной классификации корпусов используются обозначения латинскими буквами, которые являются аббревиатурами англоязычных названий корпусов. Например, QFP (Quadrate Flat Package). Широко распространены корпуса следующих типов:
· DIP, PDIP, SOIC (соответствуют типу 2);
· QFP, LQFP, TQFP (соответствуют типу 4);
· PLCC, QFP (соответствуют типу 5);
· BGА (соответствует типу 6).
Номенклатура корпусов и соответствующих им обозначений постоянно расширяется, и для расшифровки маркировки требуются специальные справочники или техническая информация от производителя.








