 2020-04-20
2020-04-20 136
136До цих методів обробки відносять анодно-гідравлічну і анодно-механічну обробку <http://vseslova.com.ua/word/%D0%B0%D0%BD%D0%BE%D0%B4%D0%BD%D0%BE-%D0%BC%D0%B5%D1%85%D0%B0%D0%BD%D1%96%D1%87%D0%BD%D0%B0_%D0%BE%D0%B1%D1%80%D0%BE%D0%B1%D0%BA%D0%B0-4424u>.
Анодно-гідравлічна обробка вперше була застосована в Радянському Союзі в кінці 20-х рр. для витягання із заготівки залишків застряглого зламаного інструменту. Швидкість анодного розчинення залежить від відстані між електродами: чим воно менше, тим інтенсивніше відбувається розчинення. Тому при зближенні електродів поверхня анода (заготівка) в точності повторюватиме поверхню катода (інструменту). Проте процесу розчинення заважають продукти електролізу, обробки, що скупчуються в зоні, і виснаження електроліту. Видалення продуктів розчинення і оновлення електроліту здійснюються або механічним способом (анодно-механічна обробка), або прокачуванням електроліту через зону обробки.
Цим методом, підбираючи електроліт, можна обробляти практично будь-які струмопровідні матеріали, забезпечуючи високу продуктивність у поєднанні з високою якістю поверхні. Використовувані для анодно-гідравлічної обробки електрохімічні верстати прості в обігу, використовують низьковольтне (до 24 в) електроустаткування. Проте значна щільність струму (до 200 а/см 2 ) вимагає потужних джерел струму, великих витрат електроліту (інколи до 1 / 3 площі цехів займають баки для електроліту). [4]
Цим способом обробляють заготовки із високоміцних сплавів, карбідних і важкооброблюваних металів.
Для розмірної електрохімічної обробки використовують нейтральні електроліти, такі як розчини солей NaCl, NaNO3, Na2SO4.
Для нашої курсової було обрано кухонну сіль, тобто NaCl
1.3 Застосування електрохімічної обробки для заточування голки тунельного мікроскопу
У тунельної мікроскопії використовуються голки з над малим радіусом заокруглення кінця (до 1 нанометра і менше). Такі голки можна отримати в процесі електрохімічного травлення тонкого дроту (діаметром 0,2 - 0,3 мм) з повільно окислюються металів (наприклад, вольфраму). Найбільше поширення отримав процес травлення в плівці їдкого натру (рис.1.1.) [5].

Під час знаходження дроту в плівці, частина речовини металу стравлюється і до деякого моменту часу нижня частина дроту (рис. 1) під дією власної ваги падає, при цьому на місці розриву утворюється голка, так як шар металу зменшується в процесі деформації поступово.
Оцінки показують, що технологія травлення голок в плівці дозволяє отримувати досить гострі голки. Дійсно, деформація дроту ε під дією ваги P її нижнього кінця дається формулою [5]:
 ,
,
де E - модуль пружності (приблизно 1.10-6 кг/см2), d - діаметр поперечного перерізу дроту в місці відриву. З теорії пластичності відомо, що металевий дріт розривається при деформаціях, що лежать в діапазоні 0,03 - 0,1. Розрахунки з використанням формули для величини деформації показують, що при діаметрі голки d = 0,3 мм і довжині звішувати кінця 3 мм, діаметр в місці розриву виходить рівним всього 30 нм.
Ця величина сама по собі досить мала. Вибираючи відповідні матеріали, можна отримувати ще більш тонкі голки. Наприклад, перед-покладається, що у вольфраму в місці розриву утворюються волоски, діаметр яких має порядок нанометрів.
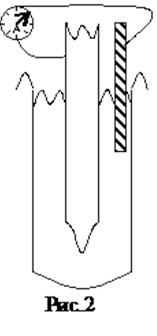
Рис. 1.2.
Другим способом отримання надгострих голок є процес електрохімічного заточування дроту в розчині. Він відбувається наступним чином.
Тонка дріт поміщається в розчин їдкого натрію і подається напруга між електродом і дротом. Поступово дріт стоншується і на своєму кінці набуває форму голки (рис. 1.2.). [5] Цей процес зазвичай використовується для підтравлювання дроту з метою зменшення її діаметра та отримання більш тонкої голки в першому процесі.
Разом з тим, видається можливим отримання голки з надмалим закругленням тільки в другому процесі. Це припущення грунтується на тому, що вже в першому процесі можливе зменшення діаметра дроту до як завгодно малої величини, і отримання як завгодно малого радіуса заокруглення. Крім того, можливе використання технологій розтягування і відриву кінця голки під дією сили тяжіння. Момент відриву гіпотетично можна встановити по стрибку струму електрохімічної реакції.
У зв'язку зі сказаним представляє інтерес дослідження форми, яку приймає голка в процесі електрохімічного травлення. У даний роботі робиться спроба з'ясувати, чи існує такий профіль, який не змінюється при травленні. Існування такого профілю дозволило б побудувати управління процесом отримання голки.
При цьому сам факт існування такого профілю не є очевидним. Відмінність аналізованої математичної моделі процесу травлення полягає в тому, що на ширину голки не накладаються обмежень. У реальних умовах голка виходить з дроту кінцевого діаметра, тому ширина одержуваної голки не може його перевершувати. Якщо ж у завдання додати обмеження на діаметр, то форма голки відповідним чином зміниться. У моделі врахуємо, що коефіцієнт швидкості розчинення не є постійним і може залежить від різних факторів, наприклад, локальної кривизни дроту.








