 2020-04-20
2020-04-20 929
929
Вначале назначают схему расположения зубьев на протяжке. Наилучшим вариантом схемы расположения зубьев на протяжке является схема ФКШ. После расчета длины круглой части схема расположения зубьев может быть изменена на КФШ или  , если окажется, что
, если окажется, что  .
.
Затем расчет шлицевой протяжки независимо от схемы расположения зубьев аналогичен расчету протяжек для обработки цилиндрических отверстий (гл. 1, п. 1-11), после чего его продолжают следующим образом.
1. Определяют число зубьев в секции  . Число зубьев в секции на фасочной, круглой и шлицевой частях шлицевых протяжек может быть неодинаковым. Для обеспечения у поверхности боковых сторон пазов
. Число зубьев в секции на фасочной, круглой и шлицевой частях шлицевых протяжек может быть неодинаковым. Для обеспечения у поверхности боковых сторон пазов  и улучшения условий резания рекомендуется число черновых зубьев в секции на шлицевой части
и улучшения условий резания рекомендуется число черновых зубьев в секции на шлицевой части  . Число зубьев в секции на фасочной и круглой частях (если она помещается между фасочной и шлицевой частями) в целях уменьшения длины рекомендуется принимать равным единице, если это допускается условиями нормального стружкообразования и силой протягивания.
. Число зубьев в секции на фасочной и круглой частях (если она помещается между фасочной и шлицевой частями) в целях уменьшения длины рекомендуется принимать равным единице, если это допускается условиями нормального стружкообразования и силой протягивания.
Для создания нормальных условий образования витка стружки длина режущих кромок  не должна превышать значений, приведенных в табл. П31 приложения. Если
не должна превышать значений, приведенных в табл. П31 приложения. Если  получается больше, то необходимо разделять стружку выкружками и zc принимать равным двум.
получается больше, то необходимо разделять стружку выкружками и zc принимать равным двум.
Число зубьев в группе на любой части протяжки схем расположения зубьев ФКШ, ФШК, допустимое максимальной силой резания,
 .
.
Для схем КФШ и число зубьев в группе для круглой части рассчитывают по формуле (1.12).
Для определения  на круглой и фасочной частях протяжки нужно в формулу (2.1) подставить вместо соответствующие значения
на круглой и фасочной частях протяжки нужно в формулу (2.1) подставить вместо соответствующие значения  .
.
Максимальную длину режущих кромок на фасочных зубьях  (мм) определяют приближенно по формулам:
(мм) определяют приближенно по формулам:
для схем ФКШ и ФШК (рисунок 2.4)
 =
=  (2.2)
(2.2)
(ниже дан точный расчет  );
);
для схем КФШ и и дополнительных схем Ш и ФШ
 = b + 2 с. (2.3)
= b + 2 с. (2.3)
Максимальную длину режущих кромок на круглых зубьях находят только для схем ФКШ и ФШК
 . (2.4)
. (2.4)
У протяжек со схемами КФШ, и КШ круглую часть рассчитывают по методике расчета круглых протяжек.
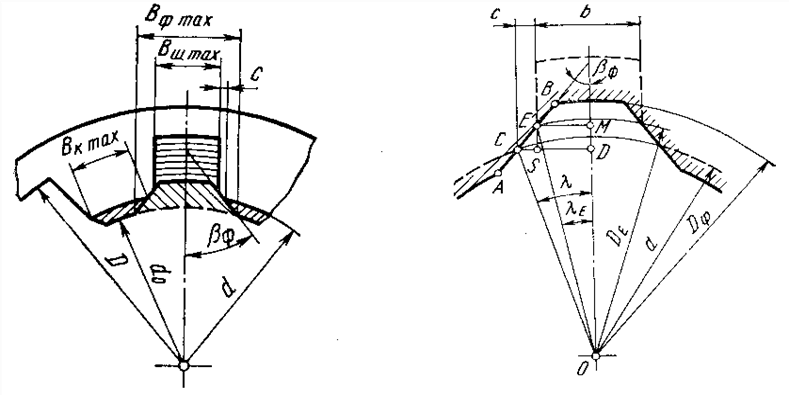
| Рисунок 2.3 – Наибольшая длина режущих кромок (ширина среза) на различных зубьях прямобочной шлицевой протяжки | Рисунок 2.4 – Исходный профиль углового паза (после протягивания фасочными зубьями) с построениями для определения диаметра окружности  проходящей через точку Е встречи исходных боковых профилей и прямобочного паха проходящей через точку Е встречи исходных боковых профилей и прямобочного паха |
Длину режущих кромок шлицевых зубьев для протяжек всех схем расположения зубьев принимают равной максимальной ширине паза в пределах допуска  .
.
Если не превышают значений, приведенных в табл. П31 приложения (т. е. допускается  = l), a , полученное в результате расчета по формуле (2.1), оказывается большим единицы, то принимают = 2. Если по формуле (2.1) > 2, то вариант пропускается и рассчитывается новый с подачей
= l), a , полученное в результате расчета по формуле (2.1), оказывается большим единицы, то принимают = 2. Если по формуле (2.1) > 2, то вариант пропускается и рассчитывается новый с подачей  0,01 мм.
0,01 мм.
Если  1, то принимают = l.
1, то принимают = l.
2. Распределяют припуск между разными частями и зубьями протяжек. Весь припуск на протягивание распределяют между отдельными частями протяжки - фасочной, круглой, шлицевой. На круглой и шлицевой частях имеются черновые, переходные и чистовые зубья, между которыми, в свою очередь, распределяют долю припуска, приходящуюся на данную часть. На фасочной части переходных, чистовых зубьев нет, поэтому весь припуск, приходящийся на нее, срезают черновыми зубьями.
Припуск (мм) на фасочную часть для схем ФКШ и ФШК определяют по формуле
 (2.5)
(2.5)
Диаметр окружности (DE), проходящей через точку Е пересечения исходных профилей фаски и прямобочного паза, - расчетный диаметр последнего фасочного зуба - находят из построения (рисунок 2.4). Исходными данными для определения диаметра  являются следующие параметры шлицевого отверстия:
являются следующие параметры шлицевого отверстия:  .
.
Диаметр рассчитывают в такой последовательности:



Для гарантированного получения фаски во впадинах шлицевого отверстия теоретический диаметр (мм) последнего фасочного зуба, увеличивают на несколько десятых миллиметра:
 . (2.9)
. (2.9)
Формулы (2.6)-(2.9) справедливы для всех указанных выше схем расположения зубьев на протяжке.
Припуск (мм) на фасочные зубья для схем расположения зубьев КФШ и ФШК на протяжке определяют по формулам:
для схемы КФШ
 ; (2.10)
; (2.10)
для схемы
 ; (2.11)
; (2.11)
для группы качества шлицевого отверстия по внутреннему диаметру (3-й)
 0,02. (2.12)
0,02. (2.12)
Припуск (мм) на круглую часть протяжек всех схем
 (2.13)
(2.13)
Припуск (мм) на черновые зубья круглой части
 , (2.14)
, (2.14)
где  припуск на переходные круглые зубья, принимают по табл. П23 приложения;
припуск на переходные круглые зубья, принимают по табл. П23 приложения;  припуск на чистовые круглые зубья, принимают по табл. П22 приложения.
припуск на чистовые круглые зубья, принимают по табл. П22 приложения.
Припуск (мм) на шлицевую часть для протяжек всех схем
 (2.15)
(2.15)
где  диаметр (мм) первого шлицевого зуба,
диаметр (мм) первого шлицевого зуба,
 . (2.16)
. (2.16)
Первый шлицевой зуб в группу не объединяют, выкружки на нем не делают. При отсутствии фасочных зубьев для первого шлицевого зуба предусматривают групповое построение (два зуба в группе), а диаметр его определяют в зависимости от схемы расположения зубьев.
Для схемы КШ
 . (2.17)
. (2.17)
Для схемы ШК
 (2.18)
(2.18)
Припуск (мм) между черновыми, переходными и чистовыми шлицевыми зубьями распределяют следующим образом:
 , (2.19)
, (2.19)
где  выбирают по табл. П23 приложения;
выбирают по табл. П23 приложения;  по табл. П22 приложения.
по табл. П22 приложения.
3. Находят число групп черновых зубьев  , остаточный припуск
, остаточный припуск  и распределяют его. Число групп черновых зубьев
и распределяют его. Число групп черновых зубьев  (или число зубьев при zc =1 для фасочных и круглых) на всех частях протяжки (фасочной, круглой и шлицевой при zc = 2) предварительно определяют по формуле (1.17), подставив в нее соответствующие значения
(или число зубьев при zc =1 для фасочных и круглых) на всех частях протяжки (фасочной, круглой и шлицевой при zc = 2) предварительно определяют по формуле (1.17), подставив в нее соответствующие значения  и
и  , принятые для просчитываемой части протяжки. Например, для шлицевой части формула (1.17) будет иметь вид
, принятые для просчитываемой части протяжки. Например, для шлицевой части формула (1.17) будет иметь вид

Полученное дробное число групп черновых зубьев округляют до ближайшего меньшего целого значения. Остаточный припуск, полученный при этом, определяют по формуле (1.18) и относят в зависимости от его значения к черновым, переходным или чистовым зубьям. Если половина остаточного припуска превышает подъем зубьев на сторону первой переходной группы, то для срезания ее назначают одну дополнительную группу черновых зубьев. Если половина остаточного припуска  меньше подъема на сторону первой переходной группы (как для круглых, так и для шлицевых зубьев), но не меньше 0,02-0,03 мм, то остаточный припуск добавляют к припуску на переходную часть. Если же 1/2
меньше подъема на сторону первой переходной группы (как для круглых, так и для шлицевых зубьев), но не меньше 0,02-0,03 мм, то остаточный припуск добавляют к припуску на переходную часть. Если же 1/2  0,02 мм, то остаточный припуск суммируется с припуском на чистовые зубья, число которых соответственно увеличивают. «Микронную» часть остаточного припуска переносят на последние чистовые зубья. Чтобы не увеличивать чистовую часть, припуск 0,04 мм можно распределить между переходными и чистовыми секциями, увеличив их подъем по 0,01 мм или менее.
0,02 мм, то остаточный припуск суммируется с припуском на чистовые зубья, число которых соответственно увеличивают. «Микронную» часть остаточного припуска переносят на последние чистовые зубья. Чтобы не увеличивать чистовую часть, припуск 0,04 мм можно распределить между переходными и чистовыми секциями, увеличив их подъем по 0,01 мм или менее.
4. Находят число всех зубьев протяжки  . Общее число зубьев для протяжек всех схем определяют по формуле
. Общее число зубьев для протяжек всех схем определяют по формуле
 ; (2.20)
; (2.20)
для протяжек схемы ФШ
 . (2.21)
. (2.21)
Фасочные зубья ─ только черновые. Числа круглых  и шлицевых
и шлицевых  зубьев являются суммами черновых, переходных, чистовых и калибрующих зубьев
зубьев являются суммами черновых, переходных, чистовых и калибрующих зубьев
 ; (2.22)
; (2.22)
 (2.23)
(2.23)
Числа всех зубьев на фасочной части и черновых зубьев на круглой части определяют так же, как и на круглых протяжках
 (2.24)
(2.24)
 ; (2.25)
; (2.25)
на шлицевой части по формуле
 + 1; (2.26)
+ 1; (2.26)
для схем КШ и ШК
 (2.27)
(2.27)
Число черновых зубьев корректируют в зависимости от размещения остаточного припуска. Число переходных зубьев берут в зависимости от припуска принятого из табл. П23 приложения. Число чистовых и калибрующих зубьев берут из табл. П22 приложения.
Число указанных зубьев корректируют в зависимости от размещения остаточного припуска.
5. Подъемы переходных зубьев круглой и шлицевой частей находят из табл. П23 приложения в зависимости от принятого припуска. Подъемы чистовых зубьев круглой и шлицевой частей принимают из табл. П22 приложения.
6. Находят длину режущей части протяжки  (мм), шаг и.профиль чистовых зубьев. Для протяжек схем ФКШ и ФШК
(мм), шаг и.профиль чистовых зубьев. Для протяжек схем ФКШ и ФШК
 . (2.28)
. (2.28)
где
 (2.29)
(2.29)
Длину круглой  и шлицевой
и шлицевой  частей определяют как сумму произведений соответствующих величин шагов и чисел зубьев:
частей определяют как сумму произведений соответствующих величин шагов и чисел зубьев:
 ; (2.30)
; (2.30)
 (2.31)
(2.31)
Для определения в схемах КФШ и используют те же формулы с небольшими изменениями. Так, при определении длины фасочной части должно учитываться увеличение ее на один шаг:
 + 1). (2.32)
+ 1). (2.32)
Длина шлицевой части уменьшится на один шаг
 (2.33)
(2.33)
Длину круглой части подсчитывают по формуле (2.30) без изменений.
Для определения в схеме ФШ необходимо найти лишь  и ; определяют, как и для схемы ФКШ, находят по формуле (2.33).
и ; определяют, как и для схемы ФКШ, находят по формуле (2.33).
Когда требуется, чтобы на внутренних поверхностях шлицевых выступов не оставалось заусенцев, неизбежно образующихся при работе фасочных зубьев, последние располагают между переходными и чистовыми круглыми зубьями, работающими по схеме . При этом длину фасочной и шлицевой частей таких протяжек подсчитывают по формулам (2.32) и (2.31).
Шаг чистовых и калибрующих зубьев  =
=  берут из табл. П24 приложения и принимают равным среднему шагу. Профиль зубьев, т. е. h, b, R и r, выбирают из табл. П19 приложения по шагу
берут из табл. П24 приложения и принимают равным среднему шагу. Профиль зубьев, т. е. h, b, R и r, выбирают из табл. П19 приложения по шагу  .
.
В целях обеспечения выхода шлифовального круга при обработке боковых сторон фасочной и шлицевой частей между этими частями и примыкающими к ним другими частями протяжки нужно предусматривать достаточное расстояние (не менее 15-30 мм). Для шагов  менее 15 мм к длине режущей части L p добавляют [(15¸30) -
менее 15 мм к длине режущей части L p добавляют [(15¸30) -  ] мм (после фасочных зубьев) и [(15¸30) -
] мм (после фасочных зубьев) и [(15¸30) -  ] мм (после круглых зубьев).
] мм (после круглых зубьев).
При выборе различных частей протяжки из разных вариантов расчета нужно следить за тем, чтобы шаг зубьев на стыке двух частей был не меньше шага, принятого для последующей части.
7. Силу резания при протягивании на каждой части протяжки рассчитывают по формулам:
на фасочной части

на круглой части для схем ФКШ, ФШК

на круглой части для схем КФШ, КШ,

на шлицевой части

где  произведение поправочных коэффициентов из табл. П21 приложения.
произведение поправочных коэффициентов из табл. П21 приложения.
Приведенный расчет протяжки ─ первый вариант расчета. Возможны и другие.
8. Рассчитывают другие варианты с меньшими подачами за счет изменения  на единицу в большую сторону по сравнению с первым вариантом. Учитывая, что эти расчеты трудоемки, вручную рассчитывают 2-4 варианта. Пример такого расчета показан ниже.
на единицу в большую сторону по сравнению с первым вариантом. Учитывая, что эти расчеты трудоемки, вручную рассчитывают 2-4 варианта. Пример такого расчета показан ниже.
При расчетах протяжки на ЭВМ подъем на зуб первого варианта уменьшают для каждого следующего варианта на 0,01 мм и получают до 100 и более вариантов.
Из полученных вариантов выбирают оптимальный. Основанием для выбора могут служить следующие параметры: длина режущей части протяжки, непосредственно влияющая на экономию быстрорежущей стали, подача, обеспечивающая требуемую шероховатость обработанной поверхности; длина задней поверхности, определяющая полный период стойкости протяжки, и число зубьев, влияющее на трудоемкость изготовления протяжки. Исходя из конкретных условий может быть выбрана самая короткая протяжка, либо протяжка не самая короткая, но с меньшим подъемом на зуб, обеспечивающим минимальную шероховатость, либо протяжка с зубьями, имеющими наибольшую длину задней поверхности зубьев, либо протяжка, имеющая минимальное число зубьев.
Допускается раздельный выбор оптимального варианта для каждой части протяжки (фасочной, круглой и шлицевой). Для оптимального варианта рассчитывают диаметры зубьев, число и ширину выкружек, параметры бокового профиля фасочных и шлицевых зубьев, а также все остальные элементы конструкции протяжки.
9. Диаметры калибрующих (круглых D к.к и шлицевых D к.ш) зубьев принимают равными максимальному соответственно внутреннему и наружному диаметру шлицевого отверстия.
Допуски на них, а также на другие зубья назначают по ГОСТ 7943-78. Иногда в зависимости от конфигурации деталей диаметр калибрующих зубьев изменяют после испытания новых протяжек.
10. Находят диаметр впадин фасочных зубьев D в.ф и шлицевых зубьев D в.ш. На протяжках со схемами ФКШ и ФШК D в.ф принимают равным  с полем допуска по d 11.
с полем допуска по d 11.
Для протяжек со схемами КФШ и ФШ D в.ф принимают равным  .
.
Диаметр впадин фасочных зубьев со схемой расположения принимают равным диаметру последнего переходного круглого зуба предпоследней группы зубьев. Поле допуска на D в.ф назначают по  или по
или по  .
.
Диаметр впадин на шлицевой части протяжек всех принятых схем, кроме ФШК, принимают равным с полем допуска по и  в зависимости от технических требований на расположение шлицевых пазов относительно оси отверстия. При малых допусках соосности отдельных элементов шлицевого отверстия можно применять поле допуска по е 8. В этих случаях обязательно следует притуплять места переходов поверхности впадины к стружечной канавке, иначе на внутренней поверхности шлицевого отверстия могут появиться задиры.
в зависимости от технических требований на расположение шлицевых пазов относительно оси отверстия. При малых допусках соосности отдельных элементов шлицевого отверстия можно применять поле допуска по е 8. В этих случаях обязательно следует притуплять места переходов поверхности впадины к стружечной канавке, иначе на внутренней поверхности шлицевого отверстия могут появиться задиры.
Для схемы ФШК
 (2.38)
(2.38)
11. Осуществляют расчет числа выкружек N, ширины режущих секторов Б, ширины выкружек а, радиуса круга  , радиуса выкружек
, радиуса выкружек  на прорезных зубьях всех частей протяжки всех схем. Прорезные черновые и переходные зубья шлицевой части всех выполняют с выкружками, так как всегда
на прорезных зубьях всех частей протяжки всех схем. Прорезные черновые и переходные зубья шлицевой части всех выполняют с выкружками, так как всегда  Выкружки на фасочных зубьях наносятся только тогда, когда число зубьев в секции
Выкружки на фасочных зубьях наносятся только тогда, когда число зубьев в секции  Число выкружек на шлицевых протяжках равно числу впадин:
Число выкружек на шлицевых протяжках равно числу впадин:
 . (2.39)
. (2.39)
При этом на каждом зубе образуется по две криволинейные фаски. Зачищающие зубья фасок не имеют.
Ширину (мм) режущих секторов по технологическим соображениям на прорезных фасочных и шлицевых зубьях назначают одинаковой и определяют по формуле
 , (2.40)
, (2.40)
где  ширина фаски на шлицевом зубе, берут из табл. П32 приложения.
ширина фаски на шлицевом зубе, берут из табл. П32 приложения.
Чистовые шлицевые зубья протяжек для шлицевого отверстия с 1-й или 2-й группой качества по наружному диаметру имеют групповое построение ( ). Прорезные чистовые шлицевые зубья выполняют как черновые и переходные с фасками с обеих сторон.
). Прорезные чистовые шлицевые зубья выполняют как черновые и переходные с фасками с обеих сторон.
Чистовые зубья протяжек, предназначенные для протягивания шлицевых отверстий с 3-й группой качества, выполняют с подъемом на каждый зуб ( = 1), фасок они не имеют. Калибрующие зубья также не имеют фасок. Для случая ГК2 < 3 и = 1 чистовые шлицевые зубья также имеют подъем на каждый зуб и фасок не имеют.
= 1), фасок они не имеют. Калибрующие зубья также не имеют фасок. Для случая ГК2 < 3 и = 1 чистовые шлицевые зубья также имеют подъем на каждый зуб и фасок не имеют.
Ширина выкружек на фасочных и шлицевых зубьях при принятой ширине режущих секторов является величиной переменной; для вычисления радиуса круга это не имеет значения, и поэтому ширину (мм) определяют приближенно по формуле
 .
.
Радиус круга и радиус выкружек определяют по табл. П27 приложения.
Число зубьев в секции на круглой части протяжек схемы ФКШ может быть равно одному или двум. Если зубья имеют подъем на каждый зуб ( =: 1), то круглые зубья выполняют без выкружек. При двух зубьях в секции круглые прорезные зубья делают с выкружками, располагающимися симметрично относительно фасочных зубьев. Число выкружек на круглых черновых и переходных зубьях должно быть равно числу шлицев, т.е. N K = z.
=: 1), то круглые зубья выполняют без выкружек. При двух зубьях в секции круглые прорезные зубья делают с выкружками, располагающимися симметрично относительно фасочных зубьев. Число выкружек на круглых черновых и переходных зубьях должно быть равно числу шлицев, т.е. N K = z.
Ширину (мм) режущего сектора на прорезном зубе круглой части протяжки после снятия выкружки Б к принимают равной примерно 0,5  :
:
Б К » 0,5 В К. (2.42)
Ширину (мм) выкружки на прорезных зубьях круглой части вычисляют по формуле

Радиус круга выкружек при двузубой секции выбирают из табл. П27 приложения.
Чистовые и калибрующие круглые зубья выполняют без выкружек. Определение элементов выкружек и их числа для круглой части протяжки схем КФШ и связано с местонахождением фасочных зубьев. Для схемы КФШ они расположены после калибрующих круглых зубьев; N, Б, а и рассчитывают так же, как и для круглых протяжек (см. гл. 1, п. 18 и 19).
Для схемы фасочные зубья помещают между круглыми переходными и чистовыми: элементы выкружек для черновых и переходных зубьев рассчитывают так же, как и для круглых протяжек, а чистовые и калибрующие выполняют без выкружек.
12. Диаметр и длину передней направляющей определяют так же, как и для круглых протяжек (см. гл. 1, п. 22 методики).
13. Длину переходного конуса  выбирают из табл. П28 приложения.
выбирают из табл. П28 приложения.
14. Расстояние от переднего торца протяжки до первого зуба определяют в соответствии с п. 22 методики (гл. 1) круглых протяжек.
15. Находят диаметр и длину задней направляющей.
Диаметр задней направляющей  принимают равным диаметру впадины шлицев протяжки:
принимают равным диаметру впадины шлицев протяжки:  . Поле допуска на то же, что и на
. Поле допуска на то же, что и на  .
.
Рекомендуемая длина задней направляющей приведена в табл. П29 приложения.
Рисунок 2.5 – Выборка на абразивном круге
Тяжелые или длинные протяжки, а также все протяжки, работающие в автоматическом цикле, изготовляют с задними хвостовиками, которые могут быть тех же размеров, что и передние, или меньших, так как они служат только для поддержки протяжки.
Рекомендации по длине задних хвостовиков приведены в табл. ПЗО приложения.
Общая длина протяжки равна сумме длин передней части (от (переднего торца до первого зуба)  режущей части
режущей части  , задней направляющей
, задней направляющей  и заднего хвостовика
и заднего хвостовика  :
:
 . (2.44)
. (2.44)
16. Общая длина протяжки не должна превышать длины, допустимой жесткостью протяжки: L = (30¸40) D, хода штока протяжного станка, наибольшего расстояния между центрами круглошлифовального и заточного станков, глубины ванн или шахт для нагрева под закалку и отпуск. В противном случае нужно спроектировать две протяжки ─ первого и второго технологических переходов
17. Если протяжку приходится делить на две ─ первого и второго рабочего хода, то переднюю направляющую второго рабочего хода изготовляют со шлицевыми выступами, размеры которых берутся по табл. ПЗЗ приложения.
18. Для того чтобы шлифовальный круг при шлифовке бокового профиля фасочных и шлицевых зубьев не касался поверхности впадин протяжки (это направляющая поверхность), на нем делают выборку (рисунок. 4.7):  = С + 0,5 мм.
= С + 0,5 мм.








