 2020-05-11
2020-05-11 1178
11789.2.1 Для склеивания деталей используются клеевые композиции, представляющие собой механическую смесь основы клея (см. таблицу 12.3) и различных дисперсных наполнителей, выбор типа наполнителя и его количество зависит от фактического зазора между деталями и величины передаваемой нагрузки клеевым соединением (см. таблицу 12.4).
Таблица 9.2 Технологические параметры нанесения подслоя
|
| марка подслоя | расход на ед. пов-ти | режим сушки термообработки | примечания | |
| г/м2 | температура | время выдержки | |||
| 1 | Клей БФ-2 | 50…60 (разбавленная) | +140…1500С | 1 час | предпочтительна |
| +250С | 15 час | ||||
| 2 | ВК-25 | 90…110 | +700С и +1250С | 1.5 час + 4 час | |
| 3 | ВК-32-200 | ||||
9.3 Параметры процессов склейки
9.3.1 Технологические параметры процессов склейки для различных клеевых композиций представлены в таблице 12.3.
9.3.2 Клеевую композицию наносить на сопрягаемую поверхность одной из склеиваемых деталей, с учетом ориентации детали в приспособлении для склейки мягким шпателем, в количестве, достаточном для заполнения необходимого зазора между деталями. В таблице 12.4 указаны параметры клеевой композиции для склеивания деталей с различным зазором.
9.3.3 Достаточность нанесенной клеевой композиции определяется при помощи специальной гребенке, после сборке деталей – по выдавливанию клеевой композиции из зазора.
9.3.4 При склеивании деталей без заранее нанесенного подслоя, а также при установке закладных элементов в детали, изготавливаемые из препрега, на контактирующие поверхности наносится тонкий слой клеевой основы или связующего. Слой клеевой основы (или связующего) наносится резиновым или пластиковым шпателем с сильным отжимом, наличие клеевой пленки контролируется по характерному блеску поверхности, на которую нанесен слой клеевой основы (связующего).
9.3.5 Типовой технологический процесс выполнения клеемеханического соединения по:
- отвержденной клеевой композиции
- «сырой» клеевой композиции
9.3.6 При установке крепежных элементов «на клей», клеевую основу наносить в отверстие детали при помощи шприца, при затяжке крепежного элемента контролировать «выход» избытков клея из под закладной и замыкающей головок (гаек). Избыток клея удалить чистой сухой безворсовой х/б ветошью сразу после установки и затяжки крепежного элемента. При установке крепежных элементов с потайной головкой, избыток клея удалить и из шлицов закладной головки.
9.3.7 Процесс термообработки склеиваемых деталей производится в термошкафу, печке или при помощи инфракрасных ламп, температуру контролировать по термодатчику, установленному непосредственно на поверхность склеиваемых деталей.
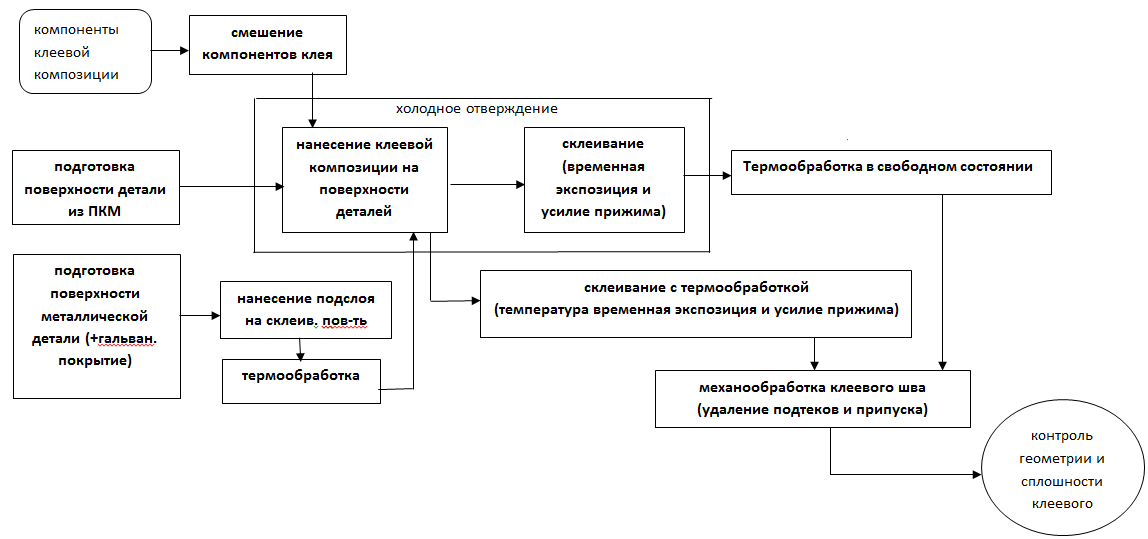
рисунок 9.2 Типовой техпроцесс выполнения соединения с применением клеев "холодного" отверждения
таблица 9.3 Применяемые клеевые основы «холодного» отверждения
| № | марка клеевой основы | состав клеевой основы | время жизнеспособности | режим отверждения | термостабилизация | |||||
| наименование компонента | пропорция (м.ч.) | температура(0С) | время (ч) | температура(0С) | время (ч) | давление (bar) | температура (0С) | время (ч) | ||
|
1 | ВК-9 | Смола CHSEpoxy520 (аналог ЭД-20) | 65 | 22 | 4 | 15 | 24 |
0.1…0.5* | 50…60 | 1 |
| Смола ПО-300 | 40 | 60 | 1 | без термостабилизации | ||||||
| Смесь продуктов АДЭ-3 и АГМ-3 | 0.6 | |||||||||
|
2 | ВК-27 | Компонент 1 | 130…140** | 22 | 4 | 18 | 76 |
0.1…1* | ||
| Компонент 2 | 82.2 | 35…40 | 5 | без термостабилизации | ||||||
| 60 | 1 | |||||||||
| 3 | Э-5 | Смола «Этал-370/20» | 69 | 22 | 2 | 25 | 24 |
0.1…0.3* |
70…80*** |
2 |
| Отвердитель «Этал-45М» | 31 | |||||||||
|
4 | «Этал 1445» комплект | Смоляная часть | 64.4 | 22 | 1.6 |
25 |
24 |
70…80*** |
2 | |
| Отвердитель | 35.6 | |||||||||
| 5 | ЭПК-620 | Смола CHSEpoxy520 (аналог ЭД-20) | 100 | 22 | 0.7 | 18 | 24 | контактное | без термостабилизации | |
| Отвердитель 620 | 20 | 35…40 | 1 | |||||||
*) для высоконагруженных клеевых соединений, для остальных типов соединений - контактное
**) В зависимости от типа наполнителя, см ПИ 1.2А.145-99
***) для деталей, эксплуатирующихся при температуре выше +400С
9.4 Пропорции наполнителей для клеевых композиций, заполняющих паст и шпатлевок
|
№ |
наименование | Состав | толщина клеевого слоя (мм) | температура эксплуатации (0С)
| краткая характеристика | назначение | |
| наименование компонента | пропорции (массовых частей) | ||||||
| 1 | ВК-9 | клеевая основа ВК-9 | 100 |
0.1…0.3 | -60….+125 кратковременно +250 | высокопрочный универсальный клей | клеевые соединения металл-композит, композит-композит с компенсацией, клее-механические соединения |
| двуокись титана | 15 | ||||||
| 2 | ВК-27 | клеевая основа ВК-27 | 100 | ||||
| двуокись титана | 20 | ||||||
|
3 |
ВК-9А | клеевая основа ВК-9 | 100 |
0.3…1.0 |
в зависимости от клеевой основы | высокопрочный компенсирующий клей. не вытекающий, плотность 1.15…1.2 г/см3 | сборка элементов силового каркаса с компенсирующим зазором |
| рубленное волокно | 12 | ||||||
| аэросил А-300 | 1 | ||||||
|
4 |
КП-ХХ | клеевая основа* | 100 |
до 4 мм | компенсирующая паста, высокая тиксотропность, плотность 0.8…0.85г/м3 | Сборка элементов каркаса и обшивок с компенсацией | |
| МС-ВП-А9гр.3 | 5 | ||||||
| аэросил А-300 | 3…4** | ||||||
|
5 |
ЗК- ХХ | связующее*** | 100 |
- | заполняющий компаунд, хрупкий, плотность 0.55…0.6 г/см3 | заполнение стыков блоков заполнителя, кромок, заливка сотоблоков в зоне отверстий | |
| МС-ВП-А9гр.3 | 8 | ||||||
|
6 | ЗП-ХХ-х/б | клеевая основа* | 100 |
до 3 мм | высокопластичная компенсирующая тиксотропная паста | компенсирующая клеевая паста для сборки слабонагруженных элементов каркаса с | |
| дисперсные х/б волокна | 10** | ||||||
|
7 | ЭШ-620 | клеевая основа ЭПК-620 | 100 |
до 5 мм**** |
-60….+125 | прочная тиксотропная шпатлевка | ремонт поверхностных дефектов, шпатлевка стыков на т.к. зонах больших деформаций |
| МС-ВП-А9гр.3 | 7 | ||||||
| аэросил А-300 | 5…6** | ||||||
*) В качестве клеевой основы могут использоваться составы из таблицы 9.3
**) вязко-текучесть приготовленной композиции зависит от температуры в рабочем помещении, при температуре ниже +200С добавлять минимальное количество компонента, при температуре выше +280С – максимальное;
***) клеевая основа – связующее, используемое в данной детали;
****) для одного цикла нанесения;
В наименование компаунда ХХ – наименование клеевой основы.

рисунок 9.3 Типовой технологический процесс выполнения клеемеханического соединения по «сырой» клеевой композиции.

рисунок 9.4 Типовой технологический процесс выполнения клеемеханического соединения по отвержденной клеевой композиции.








