 2020-05-12
2020-05-12 2292
22921.1 Поверхности, обрабатываемые на металлорежущих станках
Тело деталей машин ограничено реальными геометрическими поверхностями, в общем случае, представляющими собой совокупность плоских, линейчатых, круговых, цилиндрических и конических, сферических, торцовых и винтовых поверхностей.
 Любую поверхность можно рассматривать как непрерывное множество последовательных геометрических положений (след) движущейся производящей линии, называемой образующей (1), по другой производящей линии, называемой направляющей (2).
Любую поверхность можно рассматривать как непрерывное множество последовательных геометрических положений (след) движущейся производящей линии, называемой образующей (1), по другой производящей линии, называемой направляющей (2).
Рисунок 1 – Образование поверхностей
Поверхности называют обратимыми, если поменяв местами образующие линии с направляющими, их форма не изменится. При образовании необратимых поверхностей сделать этого нельзя.
Большинство поверхностей деталей может быть образовано при использовании в качестве производящих линий: прямой линии, окружности, эвольвенты, винтовой и др. В реальных условиях обработки производящие линии не существуют. Они воспроизводятся комбинацией согласованных между собой вращательных и прямолинейных перемещений режущей кромки инструмента и заготовки.
Движения, необходимые для образования производящих линий, называют формообразующими (рабочими) и обозначают буквой Ф. В зависимости от формы производящей линии и метода ее образования движения формообразования могут быть простыми и сложными. К простым движениям формообразования относятся вращательное, которое обозначают Ф(В), и прямолинейное - Ф(П).
Сложными формообразующими движениями являются те, траектории которых образуются в результате согласованности взаимозависимых двух и более вращательных или прямолинейных движений, или их сочетаний. Примеры условной записи сложных формообразующих движений:
Φ(В В), Ф(П Π), Φ(Β Π Π) и т.д.
1.2 Методы образования производящих линий
Существует четыре метода образования производящих линий: копирования, обката, следа и касания.
Метод копирования основан на том, что режущая кромка инструмента по форме совпадает с производящей линией. В связи с тем, что форма образуемой производящей линии уже заложена непосредственно в режущем инструменте, для получения производящей линии методом копирования не требуется никакого формообразующего движения.
Метод обката основан на том, что образующая линия возникает в форме огибающей ряда положений режущей кромки инструмента в результате его движений относительно заготовки. Форма режущей кромки отличается от формы образующей линии и при различных положениях инструмента является касательной к ней. Для получения производящей линии методом обката требуется одно, но всегда сложное формообразующее движение - движение обката (качения).
Метод следа состоит в том, что образующая линия получается как след движения точки - вершины режущего инструмента. Для получения производящей линии методом следа необходимо одно простое или сложное формообразующее движение (в зависимости от формы образуемой линии).
Метод касания основан на том, что образующая линия является касательной к ряду геометрических вспомогательных линий, образованных реальной точкой движущейся кромки инструмента. Для получения производящей линии методом касания требуется два, реже три формообразующих движения.
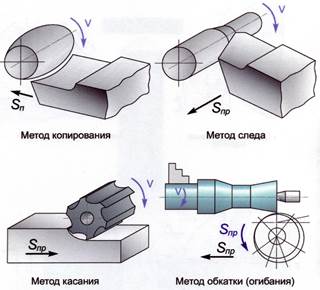 |
Рисунок 2 – Методы образования производящих линий
Процесс образования поверхностей резанием состоит в том, что за счет согласованных относительных движений заготовки и инструмента непрерывно образуются обе производящие линии при одновременном относительном их перемещении. Каждая из производящих линий (образующая или направляющая) образуется одним из указанных выше 4-х методов. Метод образования поверхности будет зависеть от сочетания методов образования производящих линий, а также от формы инструмента и метода образования каждой производящей линии в отдельности. Металлорежущие станки бывают с одним, двумя или тремя движениями формообразования.
Так как в металлорежущих станках образование поверхностей осуществляется резанием, то все формообразующие движения станка одновременно являются движениями резания. Причем, если в станке есть одно движение формообразования, то оно является движением скорости резания (обозначается Фv). Если в станке есть два движения формообразования, то одно из них, имеющее большую скорость, является движением скорости резания Фv, а второе, имеющее меньшую скорость, является движением подачи Фs. Из трех движений формообразования в станке одно будет движением скорости резания Фv, имеющим наибольшую скорость, а два других движениями подачи ФS1 и ФS2.
2 Классификация движений в станках
Все движения в станках, в том числе и изложенные ранее формообразующие называются исполнительными. По целевому признаку их можно разделить на движения: формообразования Ф, установочные Уст., деления Д, управления Упр., вспомогательные Всп.
Установочными называют движения заготовки и инструмента, необходимые для перемещения их в такое относительное положение, при котором становится возможным с помощью формообразующих движений получать поверхности требуемого размера и формы. Если во время установочного движения происходит резание, то это движение называется движением резания.
Установочное движение, во время выполнения которого резание не производится, является наладочным движением.
Делительными называются движения, необходимые для обеспечения равномерного расположения на заготовке одинаковых образуемых поверхностей.
Делительные движения могут быть периодическими или непрерывными, что зависит в основном от конструкции режущего инструмента. К вспомогательным движениям относятся движения, обеспечивающие установку, зажим, освобождение, транспортирование, быстрое перемещение заготовки и режущего инструмента в зону резания, охлаждение, смазывание, удаление стружки, правку шлифовального круга и т.п.
К движениям управления относят те, которые совершают органы управления, регулирования и координирования всех других исполнительных движений станка. К таким органам относятся муфты, реверсирующие устройства, кулачки, ограничители хода и др.
Исходя из метода образования геометрических линий, можно теоретически установить максимально возможное количество движений формообразования, которое равно шести. Практически благодаря совмещению движений никогда не бывает более трех движений формообразования. Таким образом, формообразование поверхности резанием может осуществляться одним, двумя или, максимум тремя формообразующими движениями.

