 2020-05-25
2020-05-25 139
139А. ОБРАЗЦЫ
1. ФОРМА И РАЗМЕРЫ
1. При выборе формы и размеров образцов для механических
испытаний необходимо учитывать следующие факторы:
а/ возможность проведения испытаний при различных
температурах на серийных испытательных машинах, пригодных для
оснащения съемными нагревательными и холодильные устройствами;
б/ обеспечение максимальной однотипности геометрических
форм;
в/ экономичность в расходовании материала, простота и
удобство изготовления образца;
г/ возможность размещения на образце приборов для
измерения деформаций;
д/ обеспечение условий разрушения образца в его рабочей
части;
е/ создание на образце участка с равномерным полем
напряжений, необходимого для исследования деформируемости
материала;
ж / надежное закрепление образца в захватах, особенно
при испытаниях в условиях повышенных температур;
э/ возможность изготовления принятых образцов из
материала, имеющего форму листа, плиты, цилиндрической
оболочки, сферы, конуса и т.п.
2. В соответствии с изложенными выше условиями приняты
образцы, форма и размеры которых приведены в приложении № 1.
II. ИЗГОТОВЛЕНИЕ, МАРКИРОВКА И
КОНДИЦИОНИРОВАНИЕ
3. Вследствие анизотропии, механические характеристики
стеклопластиков необходимо определять в главных направлениях
упругости: в двух направлениях в плоскости листа и в
поперечном направлении - для листового материала;
в радиальном, осевом и кольцевом - для материала труб.
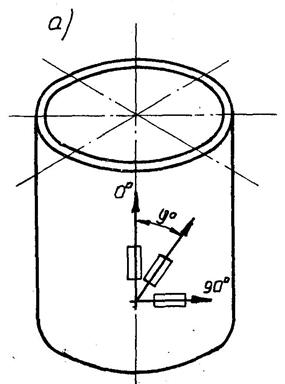
4. В соответствии с этим образцы для испытаний вырезаются
в направлениях:
а/ продольном /по оси трубы или основе ткани/;
б/ поперечном /по кольцу или утку/;
в/ перпендикулярном плоскости листа или в радиальном
направлении трубы. /рис.1/
|
|
|
|

Рис 1. Cхема направлений вырезки образцов:
а) из трубы; б) из листа.
Вырезанные образцы отмечаются индексами "0о", "90о".
В случае необходимости /например, для технологических
целей/ вырезка образцов может производиться под любым углом  .
.
5. Разметку образцов на листе или части трубы производят
металлической чертилкой или восковым карандашом на расстоянии
30-50 мм от края.
В зависимости от характера наполнителя /ткань, нить, лента,
жгут и др./, структуры и монолитности стеклопластика при раз-
метке предусматривают технологический припуск 2,5 - 5 мм с
каждой стороны для распиловки и фрезеровки.
Для монолитных и плотных стеклопластиков припуск должен
быть минимальным. Для трудно обрабатываемых и менее плотных
стеклопластиков припуск следует увеличивать так, чтобы после
обработки на образце не оставалось участков с нарушенной
структурой.
6. После разметки все образцы нумеруются; одновременно
каждому из них присваивается индекс, указывающий направление
вырезки.
Номер и индекс наносятся карандашом или металлической
чертилкой в специально предусмотренных для маркировки местах.
7. Обработанная поверхность рабочих участков образцов не
должна иметь заметных следов механической обработки:
ворсистости, вмятин, царапин, следов разметки, разлохмаченности
и других дефектов.
На образцах не должно быть нарушений плавности перехода от
криволинейных участков обработки к прямолинейным, а также
ассиметричного расположения галтелей и отверстий.
8. Фрезерование переходных и среднего участков двухсторонних лопаток,
применяющихся для испытаний на растяжение, рекомендуется
производить с применением шаблонов, которые включают проживание
средней части образца и дают возможность получать
рабочий участок со строго параллельными сторонами.
При чистовой обработке образца зачистка пилой или шкуркой,
особенно скругление острых кромок рабочей части образца не
рекомендуется.
9. Точность изготовления образцов для каждого вида
испытаний регламентируется чертежами /см. приложение № 1 /.
10. Образцы с неточно выдержанными размерами рабочих участков
и c заметными дефектами бракуются и к испытаниям не допускаются.
Исключением является случаи, когда специально исследуется
влияние дефектов на механические свойства материала.
Дефекты материала /расслоение стеклопластика, вздутие,
неравномерное распределение смолы, тканевые складки и др.,
обнаруженные в процессе изготовления образцов, должны учитываться при окончательной оценке стеклопластика.
11. Имеющийся на поверхности образца целлофан рекомендуется
удалять. Если удаление целлофана затруднительно, то допускается испытания с целлофаном, однако в этом случае при обработке
полученных результатов рабочая площадь образца соответственно
корректируется при расчете F /вычитается толщина целлофана/.
12. Если толщина листа или стенки трубы более 10 мм, то
снятие или сфрезеровывание лишних слоев рекомендуется производить
лишь о одной стороны.
Чтобы не нарушить целостности структуры для таких,
например, стеклопластиков, как ППН /продольно-поперечная намотка/
необходимо учитывать число снятых продольных и поперечных
слоев. Так, при соотношении продольных и поперечных слоев
1:2 — снимать следует или 3, или 6, или 9 и т.д.; при
соотношении 1:3 - 4, 8, 12 и т.-д.
у стеклопластиков, изготовленных из ткани, при снятии
произвольного числа слоев структура не изменяется.
1З. Если образцы вырезаются в радиальном /из трубы/ или
перпендикулярном /из листа/ направлениях, то снятие лишних
слоев /если в этом появится необходимость/ производится также,
как указано выше.
14. Режущий инструмент и режимы резания стеклопластиков
несколько отличаются от принятых для механической обработки
металлов и древесины, что связано с некоторыми особенностями
этого материала. В частности стекловолокнистые наполнители,
составляющие основу стеклопластика, являются своего рода
абразивом и вызывают быстрый износ инструмента. Этому способствует как абразивное действие стекловолокнистого наполнителя,
так и сильный нагрев инструмента из-за весьма незначительной
теплопроводности стеклопластика. Поэтому при изготовлении
образцов допускается применение охлаждающих жидкостей.
15. Для резки стеклопластиков, изготовленных продольно-
поперечной (ППН) или комбинированной намоткой, следует применять ленточные пилы или абразивные круги, а не фрезы, так как при резке пилой или кругом исключаются раздиры и разлохмаченность материала.
Вообще при резке всех видов стеклопластиков желательно
пользоваться абразивным кругом или ленточной пилой, применение
которых позволяет получить не только качественную разрезку
материала, но и высокую производительность операции.
16. Наилучшие результаты при распиловке могут быть
получены при использовании ленточных пил с твердыми цементированными зубьями и сравнительно мягким полотном или алмазным покрытием. Скорость резания ленточной пилы равна приблизительно 1000-1500 м/мин. Для этих же целей могут применяться дисковые пилы, представляющие собой медный круг диаметром 300мм и
толщиной 1,5мм с алмазными вставками (при скорости вращения
3000-3600 оборотов/мин), и абразивные карборундовые круги со
специальными втулками, закрепленными в головке дисковых пил.
0кручная скорость абразивного круга равна окружной скорости
диска с алмазными вставками.
При толщине стеклопластика до 25мм применяется следующий
размер абразивных кругов и режим резания:
диаметр абразивного круга 300 мм,
толщина абразивного круга 3,0 мм,
скорость подачи 150-250мм/мин.
17. Чтобы избежать расслоения стеклопластиков при
обработке недостаточно острым инструментом или вследствие
неправильно выбранного режима резания, особенно при чистовой
обработке образцов, изготовляемых из тонких листов и труб, -
— заготовки из стеклопластика рекомендуется зажимать между
листами фанеры или другого материала, а также применять
специальные шаблоны.
18. Фрезерование и другие виды чистовой обработки образца
могут производиться на универсальных токарных и фрезерных
станках резцами и фрезами из быстрорежущей стали или инструментом с карбидными вставками.
Скорость резания и подача материала при фрезерной и
токарной обработке приведены в табл.1.
Таблица 1
| Обработка | Скорость резания, м/мин | Подача при срелней чистоте поверности, мм/об | |
| Резец из быстрорежущей стали | Резцы из твердого сплава | ||
| Токарная | 30 - 50 | 200 - 250 | 0,3 – 0,5 |
| Фрезерная | 40 – 50 | 200 – 500 | 0,5 – 0,8 |
19. Для удаления стружки и пыли при механической обработке стеклопластиков все станки должны быть снабжены мощной
вытяжной вентиляцией, при отсутствии вентиляции на инструмент
необходимо подавать эмульсию.
20. Для сверления отверстий в стеклопластике можно
применять сверла из быстрорежущей стали, а также карбидные и
азотированные сверла, которые являются более износоустойчивыми.
Подача сверла диаметром от 5 до 12 мм при скорости резания до
30 м/мин должна быть в пределах 0,05 - 0,1 мм/об. Во избежание
сильного перегрева сверло необходимо периодически выводить из отверстия.
Рекомендуется следующая геометрия заточки сверла:
угол при вершине =150 градусов,
угол подточки по передней грани =15градусов и задний угол резания на переферии сверла =10-12градусов.
МАРКИРОВКА
21. На каждом образце отобранном для испытаний, в предусмотренном чертежом месте мастикой или тушью, ставится клеймо ОТК.
Кроме того, металлической чертилкой или восковым карандашом должны быть нанесены: порядковый номер образца, номер трубы, листа плиты, изделия, из которого он вырезан, и
индекс, указывающий направление вырезки /по оси трубы или
основе, равной НОЛЬ градусов, в кольцевом направлении или по утку =90о/.
Все номера и индексы должны быть нанесены на образец вне
его рабочей части, особенно это необходимо при нанесении
знаков металлической чертилкой.
КОНДИЦИОНИРОВАНИЕ
22. Стеклопластики испытываются:
а/ в исходном состоянии /в состоянии поставки/;
б/ после предварительного кондиционирования;
в/ после специальной обработки.
г
Если отсутствуют указания относительно состояния окружающей среды /температура и влажность/, то образцы испытываются
в состоянии поставки.
Кондиционирование производится с целью получения более
сравнимых и точно воспроизводимых результатов определения
механических характеристик независимо от предыдущего состояния
материала.
Специальная обработка испытуемого стеклопластика
/выдержка в воде, пребывание в атмосфере высокой влажности,
длительный прогрев, циклическое воздействие тепла, холода,
влаги и т.п./ производится с целью получения данных,
характеризующих поведение материала в эксплуатационных условиях.
Режим подобной предварительной обработки материала устанав
ливается особо и настоящим РМО не регламентируется.
23. Предварительное кондиционирование образцов рекомендуется
выполнять по следующему режиму.
Образцы помещаются в термостат и при температуре 65оС ± 5оС
выдерживаются и течение 6 часов. После кондиционирования образцы
помещаются в эксикатор с осушителем, где они хранятся до
момента испытания.
Ш. НАЗНАЧЕНИЕ ОБРАЗЦОВ И ИХ ВЫБОР
24. Все образцы для механических испытаний /см. приложение
№ 1 / можно изготовить из тонкостенных конструкций различной
геометрической формы.
Чтобы выбрать для испытаний нужный тип образца, необходимо
в соответствующей методике найти его номер. Например, для опре-
деления  в направлении
в направлении  в разделе "Определение
в разделе "Определение
предела прочности при растяжении" находим образцы № 1, 5, 7, 3,
6 9 и 11.
Далее в приложении № 1 находим необходимый номер образца.
При испытании материала трубы в направлении берутся
образцы № 1, 5, 7; при испытании материала листа в направлениях и 90 - № 3, 6, 9. Образцы № 1, 3 (нормальные) и №
5, 6 (удлиненные) соответствуют стандартным образцам по
ГОСТ.
Образцы № 7, 9 (укороченные) применяются в случаях, когда
имеется мало материала, из которого нельзя изготовить стандарт
ные образцы.
При испытании в холодильной или нагревательной камерах берут
ся образцы № 1, 3; при испытании в разъемной печи или холодильной
ванне - образцы № 5, 6.
Для испытания при контактном нагреве пригодны как нормальные,
(№ 1,3), так и удлиненные образцы (№ 5,6).
25. Для определения  ,
,  , Е и
, Е и  материала стеклопластиковой
материала стеклопластиковой
трубы в направлении при различных температурах,
в условиях совместного нагрева /охлаждения/ образца и захватов
нужно брать образец № 1.
При определении этих же характеристик в направлении
 или 90 на образцах, вырезанных из листового материала,
или 90 на образцах, вырезанных из листового материала,
нужно брать тип образца № 3. Если требуется определить эти же
характеристики при различных температурах в условиях нагрева
/охлаждения/ с вынесенными захватами, то для оценки материала
трубы пригоден тип образца № 5, а для листового материала - № 6; в
случае контактного нагрева - образцы № 1 и 3, соответственно.
26. При определении  однонаправленных стеклопластиков
однонаправленных стеклопластиков
нужно брать тип образца № 11, имеющего отличную от предыдущих
образцов форму.
27. Если требуется определять механические характеристики
 , Е и
, Е и  только при нормальных температурах, то во всех случаях
только при нормальных температурах, то во всех случаях
необходимо брать типы образцов № 2 (8) при вырезке из трубы
и № 4 (10) при вырезке из листа.








