 2020-05-21
2020-05-21 348
348Совершенствование процесса ведет научная школа БАТУ (Минск) под руководством проф. Бетеня Г.Ф.
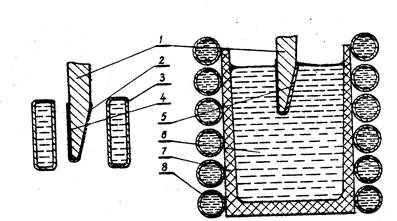
Сущность наплавки намораживанием заключается в затвердевании сплава на очищенной от оксидной пленки поверхности заготовки, погруженной в расплав. Заготовку после кратковременной выдержки извлекают из расплава с образовавшимся на ее поверхности покрытием (рис. 11.1).
Процесс нашел наибольшее применение при восстановлении почворежущих инструментов (плужных лемехов, стрельчатых лап, плугов бульдозеров, зубьев ковшей) сельскохозяйственной и строительной техники. Эти элементы испытывают одно из самых интенсивных видов механического изнашивания – абразивное.
Основные операции наплавки намораживанием: подготовка присадочного материала и восстанавливаемой поверхности, погружение заготовки в расплав, выдержка, извлечение из расплава и охлаждение.
Присадочный материал (сплав «Сормайт-1», смеси КБХ и ФБХ-6-2, псевдосплавы ПС-14-60, ПС-14-80 и др.) нагревают в индукционных печах до температуры, превосходящей на 30–50 оС температуру его плавления. Применяют тигли из графита или огнеупорного материала на основе нитридов бора и кремния. Выгоранию легирующих элементов препятствует слой расплавленного флюса АН-348А на поверхности присадочного материала.
а б
Рисунок 11.1. Наплавка намораживанием:
а – устройство активации; б – устройство для нанесения покрытия;
1 – восстанавливаемая деталь; 2 – флюс; 3 – индуктор; 4 – теплоизолирующий материал;








