2020-05-21
2020-05-21 464
464Лекция 9
ГАЗОВАЯ, ЛАЗЕРНАЯ, УЛЬТРАЗВУКОВАЯ СВАРКИ,
СВАРКА ТРЕНИЕМ В РЕМОНТЕ ДЕТАЛЕЙ МАШИН
1. Газовая сварка
2. Сварка трением
3. Лазерная сварка
4. Ультразвуковая сварка
Газовая сварка
Газовую сварку и наплавку осуществляют, как правило, ацетиленокислородным нейтральным пламенем. В отдельных случаях применяют восстановительное пламя, а при резании металлов – окислительное пламя.
Ацетилен при организации ремонтных работ получают с помощью ацетиленовых генераторов (табл. 9.1).
Таблица 9.1. Характеристика ацетиленовых генераторов
| Параметр | Марка генератора | |||||
| ГВД-08 | ГВД-1,25 | АНВ-1,66 | АСМ | МГ-65 | ГВР-3 | |
| Расход ацетилена, м3/ч | 0,8 | 1,25 | 1,25 | 1,25 | 2 | 3 |
| Рабочее давление ацетилена, МПа | 0,007–0,030 | 0,008–0,015 | 0,002–0,003 | 0,01–0,03 | 0,035 | 0,015–0,030 |
| Система генератора | Вытеснение | Вода на карбид | Вытеснение | Вода на карбид | ||
| Количество карбида кальция в одной загрузке, кг | 2 | 4 | 4 | 2,2 | 2х2,5 | 2х4 |
| Грануляция карбида кальция, мм | 25–80 | 25–80 | 25–80 | 25–80 | 15–80 | 25–80 |
| Масса генератора, кг | 195 | 54 | 42 | 204 | 70 | 110 |
| Использование в зимних условиях | С теплоизоляционным чехлом | С чехлом ГВР-1,25МЧ | До –25 ºС | До –30 ºС | Не используют | |
Кислород (ГОСТ 5583-78) сохраняют и транспортируют в стальных баллонах вместимостью 40 л под давлением 15 МПа. Использовать кислород из баллона можно до остаточного давления 0,05–0,1 МПа.
Химический состав и физико-механические свойства материала присадочных прутков должны быть близки к составу и свойствам материала восстанавливаемой детали, но с большим содержанием легко окисляющихся компонентов. Марку присадочной проволоки и ее диаметр выбирают по ГОСТ 2246-70.
Мощность пламени характеризуется массовым расходом ацетилена, зависящим от номера наконечника горелки. Расход ацетилена (м3/ч)
А =SR',
где S – толщина детали, мм; R' – коэффициент, характеризующий удельный расход ацетилена на 1 мм толщины детали, м3/ч мм (для чугуна R' =0,11–0,14; для стали – 0,1–0,12; для латуни – 0,12–0,13; для алюминия – 0,06–0,1).
Расход кислорода на 10–20 % больше, чем ацетилена.
Марки горелок, применяемых для газовой сварки, приведены в таблице 9.2. У приведенных горелок диаметр ниппеля на шланг равен 6 мм, их габаритные размеры с наконечником №3 составляют 435х64х75 мм.
Таблица 9.2. Характеристика горелки «Малютка»
| Параметр | Норма для горелок с наконечником | |||
| 0 | 1 | 2 | 3 | |
| Толщина свариваемой малоуглеродистой стали, мм | 0,2–0,7 | 0,5–1,5 | 1,0–2,5 | 2,5–4,0 |
| Давление, МПа ацетилена кислорода | 0,03–0,12 0,05–0,15 | 0,03–0,12 0,05–0,25 | 0,03–0,12 0,05–0,40 | 0,03–0,12 0,20–0,40 |
| Масса, кг | 0,50 | 0,51 | 0,52 | 0,53 |
Техника выполнения газовой сварки и режимы процесса в значительной степени влияют на качество сварного соединения.
При ручной сварке пламя направляют на свариваемые кромки так, чтобы они находились в восстановительной зоне на расстоянии 2–6 мм от конца ядра. Конец присадочной проволоки также держат в восстановительной зоне или в сварочной ванне.
Положение горелки (угол наклона ее мундштука к поверхности свариваемого металла) зависит от толщины соединяемых кромок изделия и теплопроводности металла. Чем толще металл и чем больше его теплопроводность, тем угол наклона мундштука горелки должен быть больше. Это способствует более концентрированному нагреву металла вследствие подведения большего количества теплоты. Углы α наклона мундштука горелки в зависимости от толщины s металла при сварке низкоуглеродистой стали приведены на рисунке 9.1.
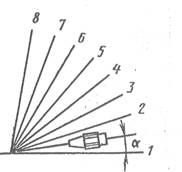
Рисунок 9.1. Углы наклона мундштука горелки в зависимости
от толщины свариваемого металла:
| Номер кривой | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| S, мм | до 1 | 1–3 | 3–5 | 5–7 | 7–10 | 10–12 | 12–15 | св. 15 |
| αº | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 |
В начале сварки для быстрого и лучшего прогрева металла устанавливают наибольший угол наклона, затем в процессе сварки этот угол уменьшают до нормы, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Различают два основных способа газовой сварки: правый и левый. При правом способе (рис. 9.2, а) процесс сварки ведется слева направо. Горелка перемещается впереди присадочного прутка, а пламя направлено на формирующийся шов. Этим обеспечивается хорошая защита сварочной ванны от воздействия атмосферного воздуха и замедленное охлаждение сварного шва. Такой способ позволяет получить швы высокого качества. При левом способе (рис. 9.2, б) процесс сварки выполняют справа налево. Горелка перемещается за присадочным прутком, а пламя направляется на несваренные кромки и подогревает их, подготавливая к сварке.
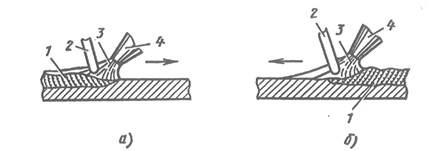
Рисунок 10.2. Основные способы газовой сварки:
1 формирующий слой; 2 – присадочный пруток; 3 – пламя горелки; 4 – горелка
Правый способ применяют при сварке металла толщиной более 5 мм. Пламя горелки при этом способе ограничено с двух сторон кромками изделия, а позади – направленным валиком, что значительно уменьшает рассеивание теплоты и повышает степень ее использования. Однако при левом способе внешний вид шва лучше, так как сварщик отчетливо видит шов и может получить его равномерным по высоте и ширине. Это особенно важно при сварке тонких листов. Поэтому тонкий металл сваривают левым способом. Кроме того, при левом способа пламя свободно растекается по поверхности металла, что снижает опасность его пережога.
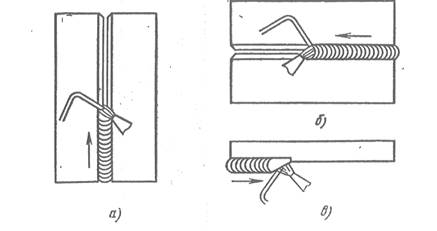
Выбор способа сварки зависит также от пространственного положения шва. При сварке швов в «нижнем положении» выбор способа сварки, как указывалось ранее, зависит от толщины металла. Сварку вертикальных швов снизу вверх выполняют левым способом (рис. 9.3, а). Сварку на вертикальных поверхностях горизонтальными швами выполняют левым способом, направляя пламя горелки на заваренный шов (рис. 9.3, б). Для предупреждения вытекания расплавленного металла сварочную ванну формируют с небольшим перекосом. Потолочные швы (рис. 9.3, в) легче сваривать правым способом, так как в этом случае газовый поток пламени направлен непосредственно на шов и тем самым препятствует вытеканию металла из сварочной ванны.