 2020-06-12
2020-06-12 410
410Практическая работа 4
Тема: исследование технического состояния приводов генераторов.
Цель работы: изучить техническое состояние приводов генератора.
Техническое обслуживание ТО-1 в пунктах формирования и оборота.
В пунктах формирования и оборота пассажирских поездов производят следующие работы:
- очистка, осмотр и дефектация приводов по прибытии поезда;
- замена отказавших узлов и деталей.
Проверяют температуру корпуса редукторов, муфт и шарниров карданных валов определяют электронным бесконтактным термометром. При температуре нагрева более 70 градусов заменить колесную пару с исправным приводом такого же типа.
Редукторы, муфты и шарниры карданных валов, имеющие повышенный нагрев, подлежат разборке и ремонту в депо.
Уровень масла проверяют в случае утеки масла и при нагреве редуктора свыше плюс 70 градусов, измеренной не раньше чем через 5 минут после остановки поезда.
Состояние резьбовых креплений приводов контролируют обстукиванием.
Пружинные шайбы из-под ослабших болтов и гаек заменяют новыми.
При осмотре деталей приводов ТРКП И ТК-2 (ТК-3)(рис.1) проверяют состояние крепления шкивов 1 и 6, карданного вала, кронштейнов и амортизаторов 3 подвески генератора, состояние механизма натяжного устройства 4 с пружиной 5 редуктора привода ТРКП и промежуточной опоры привода ТК-2 (ТК-3) и клиновых ремней 2, наличие трещин диска ведущего шкива 1 привода ТК-2 (ТК-3).
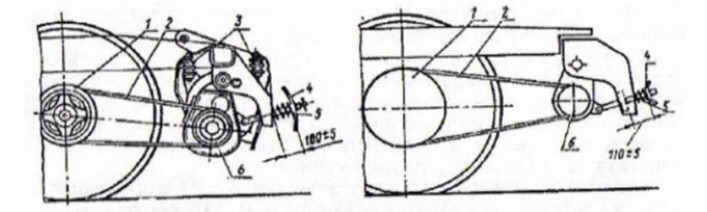
Рисунок 1. Общий вид привода генераторов от торца оси.
А) ТРКП; Б) ТК-2, ТК -3
Натяжные устройства текстропных ремней должна быть отрегулирована по высоте сжатой пружины, равной (100+5) мм для привода ТРКП и (110+5) мм для ТК-2 (ТК-3).
Клиновые ремни с надрывными и расслоениями заменяют с использованием приспособления. Разница по длине допускается не более 4 мм.
Жесткость крепления ведущего шкива клиноременного ТРКП и ТК - 2, TK - 3 к торцу оси колесной пары проверяют при помощи приспособления, показанного на рисунке 2.
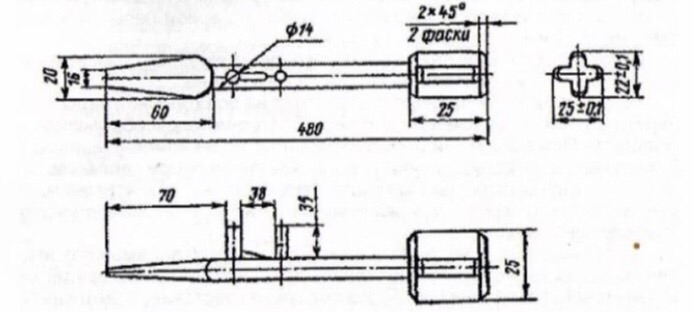
Рисунок 2. Приспособление для проверки жесткости крепления ведущего шкива привода ТРКП и ТК-2 (ТК-3).
При наличии зазора производят демонтаж шкива.
У приводов вагонных генераторов от средней части оси проверяют состояние крепления и положение редуктора относительно оси колесной пары, сдвиг и проворот, целостность проволочной обвязки на болтах, крепления пломб на сливной и наливной пробках, на смотровой крышке, наличие зазора в блоках резиновых амортизаторов, опоры против скручивания.
В случае обрыва проволочной обвязки гаек и болтов производится проверка затяжки динамометрическим ключом.
При отправлении вагона с пункта формирования поезда зазор в опоре не допускается.
Признаками сдвига редуктора на оси колесной пары являются смещения белых контрольных линий.
Признаком проворота редуктора на оси колесной пары является смешение красных контрольных линии. Не бракуется.
При обнаружении проворота редуктора на оси колесной пары проверяют затяжку гаек компенсационных болтов методом обстукивания молотком. Карданный вал осматривают, при наличии видимых повреждений, ослабления болтов крепления карданного вала, повреждении сальникового уплотнения, выброса смазки из крестовин, повышенной вибрации и шума карданный вал заменяют.
У карданных валов проверяют радиальный и боковой зазоры в шлицевых соединениях. Осевой или радиальный зазор в подшипниках данных карданных валов не должен превышать 0,2 мм.
Центробежную муфту сцепления привода от средней части оси проверяют проворачиванием рукой фланцевой ступицы генератора. При отсутствии свободного вращения вала генератора демонтируют кожух муфты, очищают внутренние поверхности от пыли и грязи и проверяют действие механизма сцепления с проверкой зазора между нажимной шайбой и фланцевой ступицей генератора, который должен быть в пределах от 0,8 до 2,6 мм. Величину зазора измеряют в трех местах по окружности через 120°. Разница в измерениях не должна быть более 0,2 мм. При обнаружении неустранимых неисправностей муфту демонтируют для ремонта.
Проверяют свободное вращение вала генератора в присутствии ответственного за исправность муфты. При появлении посторонних шумов в муфте карданный вал демонтировать со стороны муфты и продолжить испытание генератора.
Эластичные муфты приводов от средней части оси проверяют в пункте формирования и оборота при покачивании фланца карданного вала и, при необходимости, производят измерение индикатором часового. Муфта подлежит демонтажу и ремонту если значения измерений превышают допустимые:
- зазор опрокидывания опорного кольца - 0,5 мм;
- радиальное биение - 0,25 мм;
- осевое / торцевое биение - 0,25 мм.
Особое внимание уделять ослаблению болта М24 крепления муфты на валу генератора.
Эластичную муфту снимают для ремонта в пунктах формирования и оборота, если ПЭМ заявлено о вибрации в рейсе rенераторной установки.
Амортизаторы блоков подвески генераторов 2ГВ.00З и 2ГВ.008 проверяют по размеру А в соответствии с рисунком 3. Для амортизаторов, показанных на рисунке 3 а), б), в), д) этот размер должен быть не менее 40 мм. Размер А для втулочной подвески генератора 2ГВ.00З в соответствии с рисунком 3 г), е) должен быть не менее 98 мм, а для безвтулочной подвески – не менее 37,5 мм. Амортизаторы, имеющие видимые трещины и надрывы, меняют на новые. Зазоры между генераторами 2ГВ.00З и 2ГВ.008 и основаниями, а так же дополнительными и предохранительными скобами должен быть от 5 до 8 мм.
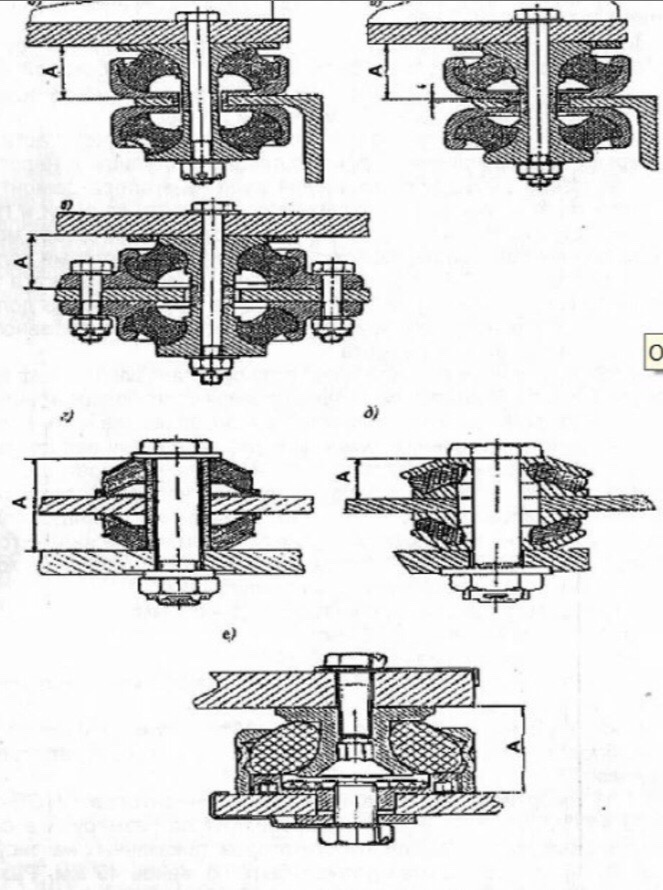
Рисунок 3. Амортизаторы подвесок генераторов
a) DUGG 28В и DGC 4435 / 24 / 2a3,
б) DUGG 28В (с буртиком 4 мм),
в) RGA4-32,
г, д) блок подвески генераторов вагонов ТВЗ.
е) универсальный амортизатор подвесок rенераторов DUGG 28B и DGC 4435 / 24 / 2a3.








