 2020-06-08
2020-06-08 121
121«Расчет припусков статическим методом»
Цель занятия: научиться определять операционные и общий припуски на размеры детали и заготовки статистическим методом расчета, оформлять чертеж заготовки.
Используемое оборудование и другие средства обучения: учебно-методическое пособие, тетрадь для письменных отчетов, микрокалькулятор, чертежные инструменты.
Краткие сведения из теории
При использовании опытно-статистического метода расчета припуск устанавливается по стандартам и таблицам, в которых припуски даны в зависимости от массы, габаритных размеров, точности и шероховатости поверхности детали.
Таблица 3.1 - Точность и шероховатость основных видов обработки наружных цилиндрических поверхностей
| Вид обработки | Квалитет | Класс шероховатости |
| Точение; - обдирочное - черновое - чистовое - точное (алмазное) | 14 13 - 11 11 - 10 9 - 7 | 2 3 - 4 4 - 5 7 – 8 |
| Шлифование: - черновое - чистовое - отделочное | 13 - 11 9 - 6 6 - 4 | 4 - 6 6 - 7 8 – 10 |
| Супершлифование: - притирка - полирование | 6 - 4 6 - 4 6 - 4 | 12 - 14 8 -10 9 – 10 |
Таблица 3.2 – Припуски на штамповки из стали и цветных сплавов,
изготовляемые на молотах, прессах
В миллиметрах
| Наибольший размер штамповки (свыше – до) | Обрабатываемый материал | Припуски при поверхности Обработки | ||
| Ra 6,3 | Ra 1,6 | Ra 0,8 | ||
| 1 | 2 | 3 | 4 | 5 |
| 100 | Сталь Цветные сплавы | 1,25 1,25 | 1,75 1,75 | 2,00 2,00 |
| 100 - 160 | Сталь Цветные сплавы | 1,50 1,50 | 2,00 2,00 | 2,25 2,25 |
 1 1
| 2 | 3 | 4 | 5 |
| 160 - 250 | Сталь Цветные сплавы | 1,75 1,75 | 2,25 2,25 | 2,50 2,50 |
| 250 - 355 | Сталь Цветные сплавы | 2,00 2,00 | 2,50 2,50 | 2,75 2,75 |
| 355 - 500 | Сталь Цветные сплавы | 2,50 | 3,00 2,75 | 3,25 3,00 |
| 500 - 630 | Сталь Цветные сплавы | 3,00 2,50 | 3,25 3,00 | 2,50 3,25 |
Таблица 3.3 - Операционные припуски на точение и шлифование валов
| Диаметр вала, мм (свыше – до) | Операционные припуски при длине вала, мкм (свыше – до) | |||||||||||||||||||||||||||||
| 100 | 100- 300 | 300- 500 | 500- 700 | 700- 1000 | 1000-1300 | 1300- 1600 | 1600- 2000 | 2000 | ||||||||||||||||||||||
| Чистовое точение валов после чернового | ||||||||||||||||||||||||||||||
| 6 - 10 | 0,70 | 0,9 | 1,20 | - | - | - | - | - | - | |||||||||||||||||||||
| 10 - 18 | 0,75 | 1,0 | 1,25 | - | - | - | - | - | - | |||||||||||||||||||||
| 18 - 30 | 0,90 | 1,1 | 1,30 | 1,4 | 1,5 | 1,6 | 1,7 | |||||||||||||||||||||||
| 30 - 50 | 1,00 | 1,2 | 1,40 | 1,5 | 1,6 | 1,7 | 1,8 | |||||||||||||||||||||||
| 50 - 80 | 1,10 | 1,3 | 1,40 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | |||||||||||||||||||||
| 80 - 120 | 1,20 | 1,4 | 1,50 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | 2,1 | |||||||||||||||||||||
| 120 - 180 | 1,30 | 1,4 | 1,50 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | 2,1 | |||||||||||||||||||||
| 180 - 260 | 1,40 | 1,5 | 1,60 | 1,7 | 1,8 | 1,9 | 2,0 | 2,1 | 2,2 | |||||||||||||||||||||
| 260 - 360 | 1,50 | 1,6 | 1,70 | 1,8 | 1,9 | 2,0 | 2,1 | 2,2 | 2,3 | |||||||||||||||||||||
| 360 - 500 | 1,60 | 1,7 | 1,80 | 1,9 | 2,0 | 2,1 | 2,2 | 2,3 | 2,4 | |||||||||||||||||||||
| Шлифование сырых валов после чистового точения | ||||||||||||||||||||||||||||||
| 6 - 10 | 0,25 | 0,30 | 0,35 | - | - | - | - | - | - | |||||||||||||||||||||
| 10 - 18 | 0,30 | 0,35 | 0,40 | - | - | - | - | - | - | |||||||||||||||||||||
| 18 - 30 | 0,35 | 0,40 | 0,45 | - | - | - | - | - | - | |||||||||||||||||||||
| 30 - 50 | 0,40 | 0,45 | 0,50 | 0,55 | 0,60 | 0,60 | - | - | - | |||||||||||||||||||||
| 50 - 80 | 0,45 | 0,50 | 0,55 | 0,60 | 0,65 | 0,65 | 0,65 | 0,70 | 0,70 | |||||||||||||||||||||
| 80 - 120 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,70 | 0,75 | 0,75 | 0,80 | |||||||||||||||||||||
| 120 - 180 | 0,60 | 0,60 | 0,65 | 0,70 | 0,70 | 0,75 | 0,75 | 0,80 | 0,85 | |||||||||||||||||||||
| 180 - 260 | 0,70 | 0,70 | 0,70 | 0,75 | 0,75 | 0,80 | 0,80 | 0,85 | 0,85 | |||||||||||||||||||||
| 260 - 360 | 0,80 | 0,80 | 0,80 | 0,85 | 0,85 | 0,90 | 0,90 | 0,85 | 1,00 | |||||||||||||||||||||
| Шлифование закаленных валов после чернового точения | ||||||||||||||||||||||||||||||
| 6 - 10 | 0,30 | 0,35 | 0,40 | - | - | - | - | - | - | |||||||||||||||||||||
| 10 - 18 | 0,36 | 0,40 | 0,45 | - | - | - | - | - | - | |||||||||||||||||||||
| 18 - 30 | 0,40 | 0,45 | 0,50 | 0,55 | 0,60 | 0,60 | - | - | - | |||||||||||||||||||||
| 30 - 50 | 0,40 | 0,45 | 0,50 | 0,55 | 0,60 | 0,60 | - | - | - | |||||||||||||||||||||
| 50 - 80 | 0,45 | 0,50 | 0,55 | 0,60 | 0,70 | 0,70 | 0,70 | 0,75 | 0,75 | |||||||||||||||||||||
| 80 - 120 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,80 | 0,85 | 0,85 | 0,90 | |||||||||||||||||||||
| 120 - 180 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,85 | 0,90 | 0,90 | 0,95 | |||||||||||||||||||||
| 180 - 260 | 0,80 | 0,80 | 0,85 | 0,85 | 0,90 | 0,90 | 0,95 | 0,95 | 1,00 | |||||||||||||||||||||
| 260 - 360 | 0,85 | 0,90 | 0,90 | 0,95 | 1,00 | 1,00 | 0,95 | 1,05 | 1,10 | |||||||||||||||||||||
Таблица 3.4 – Отклонения на штамповки из стали и цветных сплавов,
изготовляемые на молотах, прессах
| Площадь проекции штамповки (плоскость разъема штампа) (свыше - до), см2 | Обозначения отклонений | Отклонения, вертикальных размеров перпендикулярных разъему штампа при классе точности 6 (отклонение для стали / отклонение для цветных металлов), мм | Размер штамповки, (свыше – до), мм | Отклонения от горизонтальных размеров перпендикулярных разъему штампа при классах точности (отклонение для стали / отклонение для цветных металлов), мм |
| 80 | В Н | 1,5/1,2 0,8/0,5 | 63 | 1,2/1,0 0,8/0,6 |
| 80 – 160 | В Н | 2,0/1,5 0,8/0,6 | 63 - 100 | 1,5/1,2 1,0/0,8 |
| 160 – 315 | В Н | 2,5/2,0 1,0/0,6 | 100 - 160 | 1,8/1,5 1,2/1,0 |
| 315 – 475 | В Н | 3,0/2,5 1,2/0,8 | 160 - 250 | 2,2/2,0 1,5/1,2 |
| 475 – 800 | В Н | 3,5/3,0 1,5/1,0 | 250 - 355 | 2,5/2,5 1,8/1,5 |
| 800 – 1250 | В Н | 4,0/3,5 1,8/1,2 | 355 - 500 | 3,0/3,0 2,2/2,0 |
Рассчитать операционные размеры можно с помощью формул
Д1 = Д ± z1, (2.1)
и
Д2 = Д ± z2, (2.2)
где: Д – чертежный размер, мм;
Д1 - операционный размер, мм;
z1 - операционный припуск, мм.
Порядок самостоятельной деятельности
1 Разработайте для вала, изображенного на рисунке 2.1, последовательность операций и переходов для двух поверхностей, обозначенных знаком * в соответствии с нормами экономической точности, указанными в таблице 2.1.
2 Маршрут обработки запишите в виде таблицы в обратной последовательности (см. таблицу 2.5).
Таблица 3.5 – Расчетные данные
| Наименование операций и переходов | Припуск, мм | Обоснование | Расчетные размеры, мм | Обоснование | Откло-нения, Мм |
| Ф50h6(-0.016) Шлифование Чистовая токарная Черновая токарная Заготовка | 0.8 1.9 3.3 6 | 50 50.8 52.7 56 | h6() h8() h11() +2.5 -1.0 | ||
| Ф45h11(-0.16) Чистовая токарная Черновая токарная Заготовка | 1.8 3.2 5 | 45 46.8 50 | h11() h14() +2.5 -1.0 |
3 Определите общий припуск на заготовку для поверхностей ÆД1 и ÆД2 в соответствии с данными таблицы 2.2.
4 Определите операционные припуски на механическую обработку, в соответствии с данными таблицы 2.3.
5 Рассчитайте операционные размеры по формулам (2.1) и (2.2).
6 Назначьте квалитеты точности на операционные размеры (согласно рекомендациям, приведенным в таблице 2.1), учитывая, что от операции к операции точность обработки повышается на 1 – 2 квалитета.
7 Пользуясь таблицей полей допусков, определите отклонения на операционные размеры.
8 Определите отклонения на размеры заготовки, согласно таблице 2.4.
9 Выполните чертеж заготовки (см. рисунок 2.1), на котором контур готовой детали изобразите сплошной тонкой линией. Проставьте размеры с допусками на все поверхности заготовки с учетом припусков на обработку.
10 Устно ответьте на контрольные вопросы.
- Как определить общий припуск на заготовку?
- Как найти припуск на черновую обработку?
- Как поступить, если припуск на черновую обработку получился меньше, чем на чистовую?
- Какое значение имеет операционный размер на черновой токарной операции?
- Как найти операционный размер чистовой токарной операции?
- Как определяется допуск на конечную операцию?
- Как определяется допуск на промежуточную операцию?
- Как проверить правильность расчета припусков?
Исходные данные
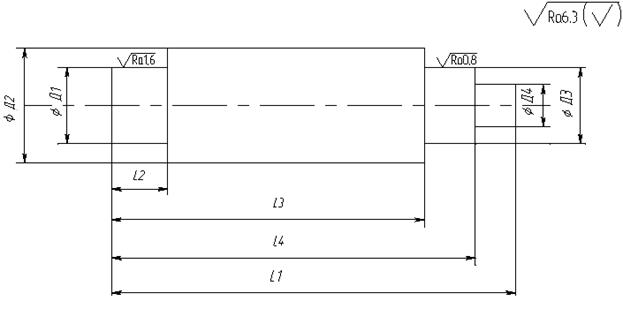
Рисунок 3.1 – Чертеж заготовки.
Материал: Сталь 45 ГОСТ 1050-74.
Заготовка: штамповка на ГКМ.
Общие допуски ГОСТ 3.0893-2002: H14, h14,+-it\2
Таблица 3.6 – Исходные размеры вала в зависимости от варианта
В миллиметрах
| Вариант | ÆД1 | ÆД2 | ÆД3 | ÆД4 | L1 | L2 | L3 | L4 | Масса детали, кг. |
| 1 | *Æ50h6 | Æ75d11 | Æ45k6 | *Æ45h11 | 430 | 80 | 200 | 400 | 6,7 |
| 2 | *Æ60f7 | Æ85h11 | Æ55n6 | *Æ50d11 | 460 | 85 | 210 | 420 | 11,6 |
| 3 | *Æ40k6 | Æ65b11 | Æ35h6 | *Æ30h11 | 320 | 75 | 170 | 250 | 4,2 |
| 4 | *Æ70h6 | Æ95h11 | Æ65h6 | *Æ55d11 | 450 | 90 | 225 | 400 | 11,6 |
| 5 | *Æ35n6 | Æ60d11 | Æ30k6 | *Æ25h11 | 325 | 85 | 160 | 300 | 3,1 |
| 6 | *Æ80h6 | Æ105h11 | Æ75n6 | *Æ65d11 | 425 | 110 | 235 | 400 | 19,2 |
| 7 | *Æ45n6 | Æ70d11 | Æ40k6 | *Æ35h11 | 400 | 75 | 180 | 370 | 5,0 |
| 8 | *Æ75k6 | Æ90h11 | Æ70k6 | *Æ60d11 | 420 | 100 | 230 | 380 | 15,5 |
| 9 | Æ55h6 | *Æ80b11 | *Æ50n6 | Æ45d11 | 450 | 80 | 205 | 410 | 9,9 |
| 10 | Æ30h6 | *Æ551h1 | *Æ25t6 | Æ20b11 | 300 | 70 | 150 | 270 | 2,1 |
|
ÆД1 и ÆД3 Шлифование Чистовая токарная Черновая токарная Заготовка | |||||||||
 Примечание – Рекомендуемая последовательность операций и переходов при обработке поверхностей:
Примечание – Рекомендуемая последовательность операций и переходов при обработке поверхностей:Содержание отчета
Письменный отчет по практическому занятию должен содержать:
- наименование вида занятия и его тему;
- цель занятия;
- используемое оборудование и другие средства обучения;
- чертеж детали на формате А4;
- таблица расчетов 2.5;
- чертеж заготовки с размерами и допусками на формате А4;
- вывод.








