 2020-06-29
2020-06-29 232
232 |
Рис.2.2. Схема проверки по пункту 2.4.2 (пояснения в тексте)
В центрах передней (1) и задней (2) бабок станка закрепляют цилиндрическую оправку (3) (рис.2.1в). На суппорте устанавливают стойку (4) с закреплённым индикатором (5). Измерительный штифт индикатора должен касаться боковой образующей оправки в горизонтальной плоскости и направлен перпендикулярно оси. Перед проведением замеров необходимо обеспечить равенство показаний индикатора в поз. I и поз. II, что достигается перемещением основания задней бабки в горизонтальной плоскости.
Измерения выполняют при перемещении суппорта в продольном направлении из поз. I в поз. II. Линейкой измеряют длину перемещения L =300 мм. Отклонения определяют, как наибольшую алгебраическую разность показаний индикатора. Полученные результаты сравнивают с допустимыми значениями по ГОСТ (0,02 мм на 1000 мм длины перемещения для станков нормальной группы точности Н).
Проверка радиального биения центрирующей поверхности шпинделя передней бабки под патрон (схема рис.2.3)
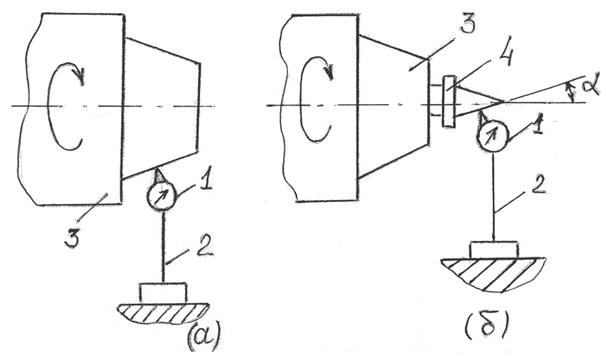 |
Рис.2.3. Схема проверки по пункту 2.4.3 (пояснения в тексте).
Индикатор (1), укреплённый на штативе (2), устанавливают на неподвижной части станка. Измерительный штифт индикатора устанавливается перпендикулярно образующей поверхности шпинделя (3) по направлению к оси (рис.2.3 а).
Поворачивают шпиндель рукой в рабочем направлении и измеряют радиальное биение как алгебраическую разницу максимального и минимального показания индикатора. Проводят измерения в горизонтальной и вертикальной плоскости. Результаты сравнивают с допустимыми (0,01 мм.).
Для оценки радиального биения упорного центра (4) (рис.2.1 г), устанавливаемого в отверстие шпинделя (3) (схема рис.2.3 б), измерительный штифт располагается так, чтобы его наконечник касался образующей конуса вблизи его середины, перпендикулярно к ней.
За отклонение принимают результат измерения, делённый на cos α, где α – половина угла конуса. Допуск параметра равен 0,015 мм.








